- 品牌
- 切割片、密栅片、小组件、小板、滴胶板、PET层压板
- 型号
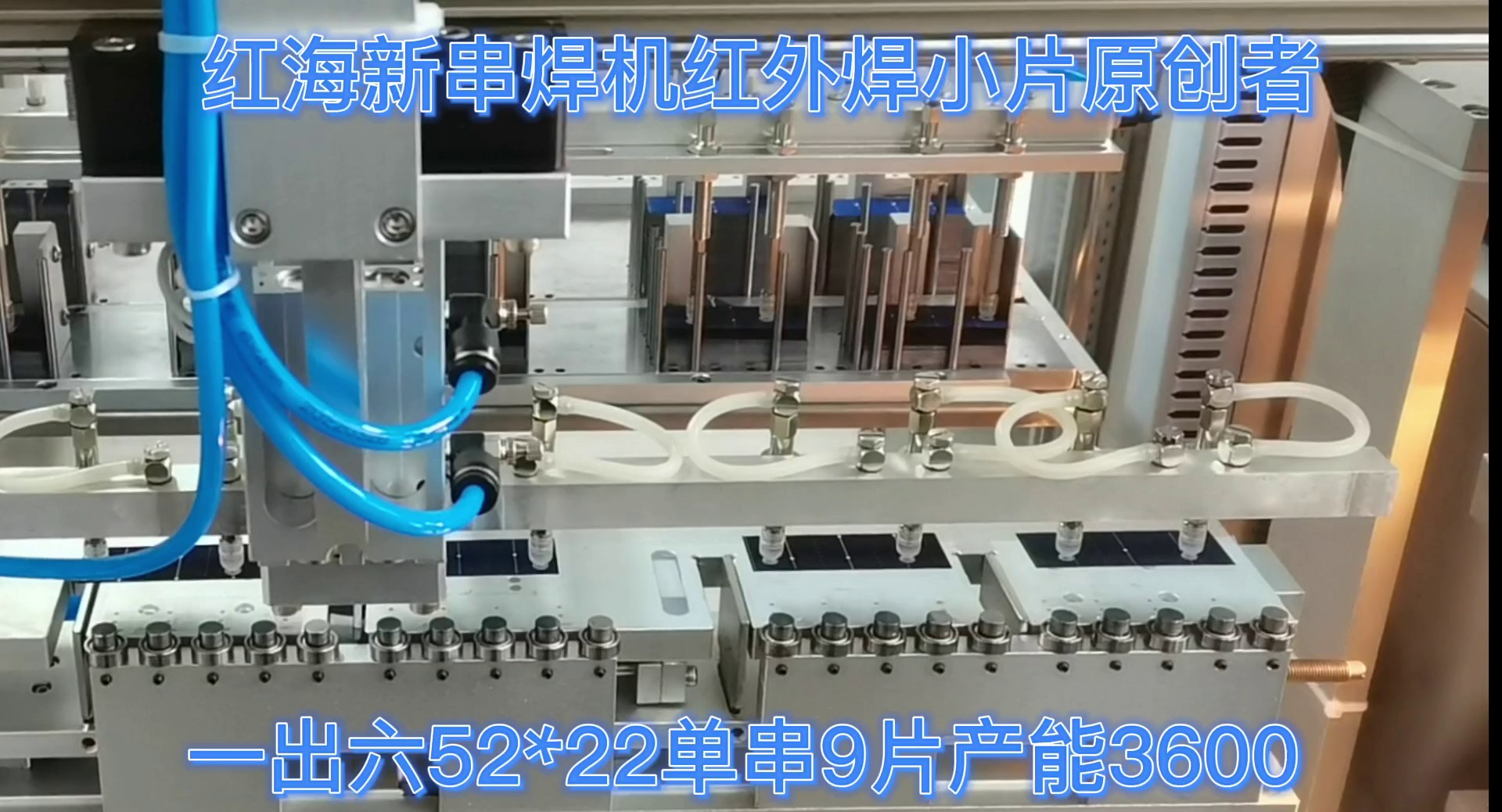
- 小片HXE-3600-ZQ(产能3600片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 3440mmX1540mmX1750mm
- 产能
- 3600(产能更高可以订制多排)
- 平均功耗
- 小于10KW
- 适用片源规格
- 125mm、158mm、166mm、182mm、210mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB选栅
- 焊带规格
- 宽0.6~1.6mm,厚0.08~0.16mm
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 翻转U形拉带机械手前置拉直机构
- 池片盒供应能力
- 4组料盒(每组有3~6个料盒)
- 串焊方式
- 红外+压网(伺服马达控制) 灯管寿命>10000小时
- 可焊片宽
- 4~52mm
太阳能电池片串焊装置,每个限位件通过高度调节模块固定于箱体上。限位件为限位板,高度调节模块包括自箱体相对的两侧壁上凸出设置的凸耳、自限位板的相应端向上延伸并从对应的所述凸耳中部穿过的长螺杆以及两个螺接于所述长螺杆上并对应从所述凸耳上下两侧夹紧所述凸耳的螺母;或者,限位件为自箱体的敞口凸出而抵压于对应丝线上的限位凸块,高度调节模块包括设于箱体靠近焊带送入侧的侧壁并沿侧壁的高度方向延伸的长槽孔以及将限位凸块锁固于长槽孔内的螺接件,限位凸块上还设有抵压每条丝线的抵压槽。驱动模块包括设置于焊台上方的直线动力件以及组装于直线动力件输出端上的弹性缓冲件,红外线灯箱的箱体组装于弹性缓冲件的末端上。 小片红外串焊机出料时吸盘组件的真空是用什么来驱动其打开及关闭?又是用什么来产生出料杆所需的真空呢?光伏玻璃层压板小片串焊机生产原理
小片红外串焊机
小片红外串焊机的电池片传送上下的机构介绍。凸轮电机是驱动出料杆上下运动的那个电机。按其位置分为四个:上位,前平位,后平位,传送位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向上双箭头按键是顺着复位时马达向上方向的寸动,向下双箭头按键是马达向下方向的寸动。数据输入框可以配合参数驱动,输入不同的数据可以驱动马达到达相应的位置。”凸轮轴上位“按键是驱动马达旋转直接到上位(此位置传送杆可以带动吸住的电池片向出料方向移动)。”凸轮轴前平位“按键是驱动马达旋转直接到前平位(传送杆从传送位向上到达此位置,是接近焊台平面的位置,也是传送杆与焊台真空切换的位置,吸住电池片以后准备向上移动)。”凸轮轴后平位“按键是驱动马达旋转直接到后平位(传送杆从上位向下到达此位置,是接近焊台平面的位置,也是传送杆与焊台真空切换的位置,卸放电池片,焊台吸住电池片,准备向下移动)。”凸轮轴传送位“按键是驱动马达旋转直接到传送位(传送杆后平位向下到达此位置之后,传送杆可以随意向出料反方向移动)。 湖北销售小片串焊机生产商小片红外串焊机有哪些操作要求?
小片红外串焊机操作主画面介绍。设置“拉带补偿”值就是在现有的参数中简易改变焊带长度的一个补偿值:数越大就越长,可以设正负值。设置“放带位补偿”值就是在现有的参数中简易改变焊带位置的一个补偿值:数越大焊带夹就越往焊台方向移动,可以设正负值。设置“传送位补偿”值就是在现有的参数中简易改变传送位置的一个补偿值:数越大电池片就越往串分剪模具及出料方向移动,可以设正负值。设置“尾带传送位补偿”值就是在现有的参数中简易改变尾带长度的一个补偿值:数越大尾带就越长,可以设正负值。设置“放片位补偿”值就是在现有的参数中简易改变放片位置的一个补偿值:数越大电池片就越远离修正台及料盒方向,可以设正负值。设置“电池片宽”值就是实际的电池片宽度尺寸。设置“串焊片数”值就是一串的电池片数量。设置“片间隙”值就是一串中电池片与电池片之间的缝隙尺寸。设置“串间隔”值就是相邻二串电池片中,电池片之间的缝隙尺寸减去一串中电池片与电池片之间的缝隙尺寸。设置“放片位”值就是电池片通过放片机械手从修正台往焊台方向运动中,电池片到焊台需要的位置时,机械手相对参照点的位置数。
小片串焊机手动可以操作的8个位置:”拉带轴等待位“按键是驱动马达旋转直接到等待位(复位后的那个初始位)。”拉带轴取带位“按键是驱动马达旋转直接到取带位(模具端准备夹焊带的那个位置)。”拉带轴放带位“按键是驱动马达旋转直接到放带位(焊台端准备把焊带贴在电池片上的那个位置)。”拉带轴放尾带位“按键是驱动马达旋转直接到放带位(焊台端准备把尾焊带贴在电池片上的那个位置)。”拉带轴拉带位“按键是驱动马达旋转直接到放带位(把焊带拉到焊带长度准备切断的那个位置)。”拉带轴拉尾带位“按键是驱动马达旋转直接到放带位(把尾焊带拉到尾焊带长度准备切断的那个位置)。”拉带轴拉带长度后撤位“按键是驱动拉带夹的那组气缸的电磁阀开关(切好焊带长度后,把焊带再拉到准备旋转的那个位置)。”拉带轴卸带位“按键是驱动马达旋转直接到放带位(把焊带贴在电池片上,夹子打开后向下旋转一个位置,拉带轴向模具端后退,再准备旋转的那个位置)。 红海新的小片串焊机压紧于太阳能电池片上的焊带压紧机构有什么结构特点?

请看红外线灯箱一个可选实施例的部分拆分结构示意图。我们的实用新型实施例通过每一排我们的实用新型红外线灯12至少两根红外线灯12,每根红外线灯12工作相对各自存在,同排的各根红外线灯12的我们的实用新型加热段121在平行于我们的实用新型加热段121的轴向且垂直于出射窗口10a的平面的投影相互错位,避免局部温度过高或过低的现象;而且,红外线灯12采用U型而非传统的直线型,均包括红外线灯12采用加热段121和连接段123,结构简单,而且能保证焊效率和整体温度的均匀性。在具体实施时,可以理解的是,我们的实用新型加热段121相互靠近且大致共轴设置的各个红外线灯12为一排;我们的实用新型连接段123与加热段121可以采用相互垂直或者连接段123朝靠近加热段121的一侧偏斜;另外,同排的各根红外线灯12的我们的实用新型加热段121在平行于我们的实用新型加热段121的轴向且垂直于出射窗口10a的平面的投影相互错位,可以理解的是,同排的各根红外线灯12的轴向可以是共线或略微存在错位。 小片红外串焊机拉直焊带机构中“拉直气缸压紧”是驱动焊带从焊圈端过来的那组气缸,该组气缸的主要作用是?山西红外小片串焊机价钱
小片红外串焊机线架有两块固定板,一块固定板上设置有线头夹紧件和张力调节件,另一块固定板上设置有什么?光伏玻璃层压板小片串焊机生产原理
小片红外串焊机的电池片传送前后的机构介绍。传送X轴是驱动出料杆前后运动的那个机构。按其位置分为三个:等待位,传送位,切断位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向左双箭头按键是顺着复位时马达的旋转的反方向的向后也就是往出料方向寸动,向后双箭头按键是向前寸动。”传送X轴等待位“按键是驱动马达旋转直接到等待位(就是复位以后的初始位置),这个位置是传送杆可以向上吸电池片直至凸轮电机上到上位后,传送杆准备向后传送。”传送X轴传送位“按键是驱动马达旋转直接到传送的位置,这个位置是传送杆向后传送一个电池片加一个片缝的距离,是传送杆到了这个位置可以向下把吸住的电池片放在焊台上进行卸放。”传送X轴切断位“按键是驱动马达旋转直接到切断位置,这个位置是传送杆向后传送一个片缝加上相邻两串的电池片之间的距离,是传送杆到了这个位置,可以向下把吸住的电池片放在焊台上进行卸放,并且这个位置是串切断模具可以上下动作对尾带进行一分为二的分离,所以称为切断位。 光伏玻璃层压板小片串焊机生产原理
深圳市红海新机电设备有限公司属于机械及行业设备的高新企业,技术力量雄厚。公司是一家私营有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司业务涵盖太阳能电池片自动串焊机,太阳能光伏电池串排版机,小片红外串焊机,光伏板太阳能组生产线设备,价格合理,品质有保证,深受广大客户的欢迎。红海新顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的太阳能电池片自动串焊机,太阳能光伏电池串排版机,小片红外串焊机,光伏板太阳能组生产线设备。
- 贵州小片串焊机工厂 2024-07-03
- 河南红海新小片串焊机焊接原理 2024-07-02
- 四川直销小片串焊机按需定制 2024-07-02
- 陕西俊翔小片串焊机生产原理 2024-07-02
- 湖南二手小片串焊机生产 2024-07-02
- 贵州单晶光伏板小片串焊机规格 2024-07-02
- 福建小片串焊机分类 2024-07-02
- 天津本地小片串焊机生产 2024-07-01
- 河北PET层压板小片串焊机配件 2024-07-01
- 湖北组件小片串焊机市场报价 2024-07-01
- 吉林太阳能板小片串焊机厂家 2024-07-01
- 折叠包太阳能板小片串焊机预算 2024-06-28