- 品牌
- 高速、大片、切割片、单轨、双轨、密栅、多组栅
- 型号
- 大片HXE-CHJ1800-ZQ(产能1800片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 6000mmX2000mmX1750mm
- 产能
- 1300 1500 1800 2000 2600 3000
- 平均功耗
- 小于10KW
- 适用片源规格
- 158mm、166mm、182mm、210mm、125mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB
- 焊带规格
- 宽0.6~1.2mm,厚0.08~0.23mm 或圆丝
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 双拉带机械手、结果式焊带定位
- 池片盒供应能力
- 1200片
- 串焊方式
- 红外+压网(伺服马达控制)
- 灯管寿命
- >10000小时
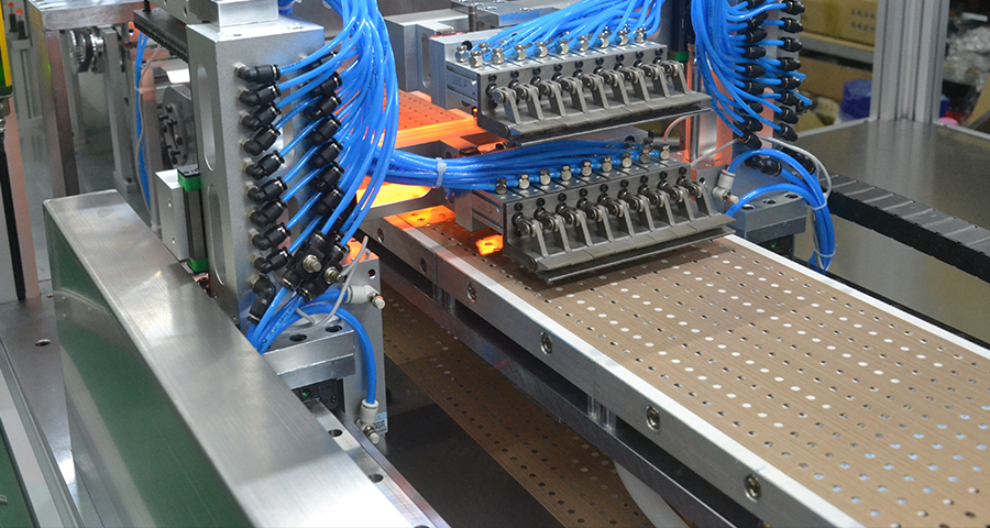
太阳能电池片自动串焊机的后面9个主要动作简要说明。⑨放片气缸下降,将电池片吸取起来,并随取片轴移动将电池片放置到焊的传送皮带上。⑩传送皮带将每次运行一定距离,将电池片运送至焊位置。⑪当电池片压住开始拉到设定头带位置的焊带时,焊带夹爪松开,焊带夹爪前去再次拉取焊带,焊带经过剪断之后,被拉到设定中间带位置。再次焊带放置在头一片电池片上。重复⑤~⑩的动作直至电池片压住开始拉到设定中间带位置的焊带。⑫焊带夹爪松开,后退同时传送皮带动作,灯具下降到焊高度,开始焊。⑬焊完成后,灯具抬起,传送皮带将电池片向后传送一个位置,等待下一个电池片的到来。⑭重复以上的全部的动作,直到尾片跟尾带完成,整串电池片焊也就完成。串与串之间的头尾带到串分剪机构以后,会剪切分离形成。⑮焊完成的电池串被搬送机构搬送到电池串取串位置,取料平衡杆气缸下降,吸住电池片后上升,旋转电机旋转将电池串翻面。⑯水平移动向后动作,使电池出料平衡杆移动到取料平衡杆的上方,出料气缸下降,使出料平衡杆上的吸盘吸住电池串,此时取料平衡杆上的真空电阀动作,释放电池串。出料气缸上升到设位置确定置。⑰水平移动向前动作,使出料平衡杆移动到收料盘上方。 串焊好的太阳能电池串实现自动转送时,如何检测载料台上是否放置有活动载板?18栅串片机升级
串焊机
串焊好的太阳能电池串实现自动转送中,翻转吸盘机构包括吸盘主体以及驱动吸盘主体旋转绕中轴线旋转的旋转驱动组件,吸盘组件包括呈长条状且底面设有吸气孔的吸盘主体以及贴设于吸盘主体底面的EVA材料层或吸嘴组,吸盘主体与负压源相连。旋转驱动组件包括旋转电机以及在旋转电机和吸盘主体之间进行动力传递的传动副,为带轮传动副、齿轮传动副或者链轮传动副。翻转吸盘机构还包括竖向滑轨、安装于竖向滑轨上的竖向滑块、驱动竖向滑块沿竖向滑轨上下滑动的竖向位移动力源以及对竖向滑块的滑动行程进行限位的上限位块和下限位块,旋转驱动组件以及吸盘主体均安装固定于竖向滑块上,竖向位移动力源是气缸、油缸或者直线马达。 重庆tt串焊机太阳能电池片自动串焊机的焊带供应装置有哪些机构组成?
太阳能电池片自动串焊机的焊带供应装置还包括设于焊带折弯切断模具进料之前的助焊剂吸附装置,包括供应助焊剂的供料机构和将助焊剂涂覆于焊带上的喷涂机构。供料机构包括助焊剂输送管道、与助焊剂输送管道连通的喷嘴以及含有助焊剂的载体,喷嘴的数量和位置与焊带数量和位置对应,载体和喷嘴分别作用于焊带的上下两表面。每组卷绕机构按照走料方向依次包括一个焊带卷绕轮、一个滑轮一、一个动滑轮以及一个滑轮二,每个滑轮一设于一个滑轮杆上并能沿着滑轮杆长度方向滑动,每个动滑轮设于一个滑动杆上并能沿着滑动杆长度方向滑动,所述滑轮杆平行于所述焊带卷绕轮的卷绕轴,滑动杆与焊带卷绕轮的卷绕轴相互垂直,焊带输出装置还包括用于检测动滑轮滑动到位的光电检测装置。
光伏电池片在串焊时,需要把光伏焊带紧紧的压在电池片上才能加热焊。这个工艺的关键与使用的压针有关联。一般使用的压针的针头是倒锥形的,其带有尖角。一方面,针头的尖角与焊带接触时候对焊带和电池片的压强很高,这就需要将每一个压针调节至处于同一个水平高度上,而且调节的精度要求非常高,操作人员的调机难度比较大。另一方面,针头的尖角使用时间长了以后损耗比较明显,需要重新调节针头的高度,甚至要更换压针,增加了设备的成本。我们提供了一种用于压紧焊带的压针及装置,以降低针头对焊带和电池片的压强,降低调节精度要求,降低调机难度,降低成本。 太阳能电池片自动串焊机的电池片自动转台送料机,分料机构是怎样做到防止叠片的?

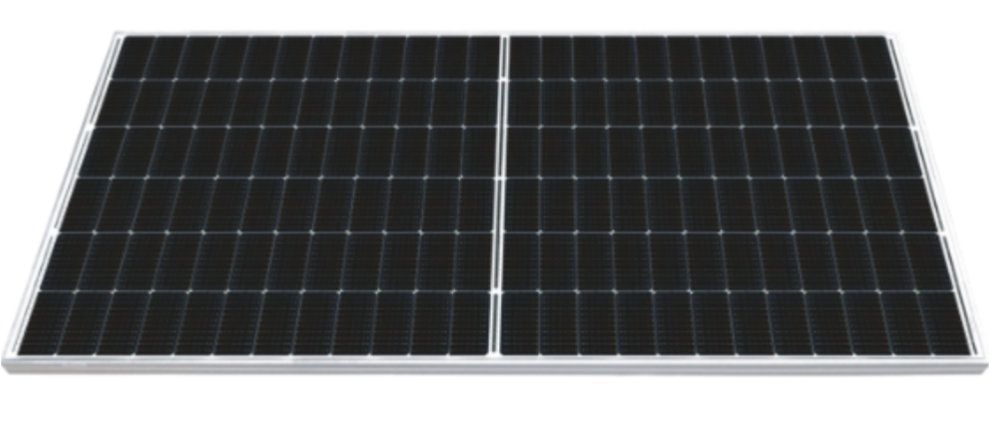
用压紧线来做光伏焊带压紧装置的实用新型与现有技术相比的有益效果是:1)压紧光伏焊带的压针或刀片更改为压紧线,由于压紧线是整条跨越电池片下压的,所以使用时完全不用考虑主栅线的位置偏移,也就是说不同厂家和不同批次的电池片在串焊时,都不用做任何调整,给使用者提供了很大的方便;2)采用丝线线性的压到“光伏焊带”上的,对电池片的损伤会有明显的降低;3)在框体的首端做了压紧线上下调节的滑块,使得各条压紧线的高度方向调节变得非常简单;4)丝是标准品,不像压针是非标机械加工件,所以钛丝磨损后更换成本也会比较低,故本机构使用时的维护成本比较低;5)张紧弹簧可以使压紧线处于绷紧状态上下是弹性的不易压坏电池片;5)本实用新型结构简单,操作方便,制造和维护成本都比较低廉,不易损伤电池片,性能好。 158电池片6栅或以下大片串焊机红海新提供改造,兼容可焊166/182/210电池片的9栅/10栅/11栅/12栅的电池片。12栅串焊机厂家
现有的电池串在进行分割时,是气缸通过螺丝连接输出的后端,会出现哪些问题?18栅串片机升级
现有太阳能电池片在串焊时,需要把光伏焊带紧紧的压在电池片上才能加热焊,市面上已有的“压针配弹簧”机构,其多个压针调节到一个平面的难度很大(即调机困难),如果电池片的主栅线位置不一致,则调节起来会更加麻烦;压针在现有结构中是易耗品且数量又多,压针的制作是非标机械加工零件,加工成本高,导致设备在使用过程中的维护成本很高;市面上已有的“刀片式压焊带机构”,制作成本较昂贵,且把众多个刀片的底面调节到同一水平面也是十分困难,同时,刀片式压焊带机构在压紧焊带时,其下压力十分难把握,容易造成对电池片的损伤。我们提供一种实用新型技术:光伏焊带压紧装置可以解决以上问题。 18栅串片机升级
深圳市红海新机电设备有限公司自2013年进入光伏行业,在此之前是做半导体行业等非标自动化的设备开发与制造。从设计到加工,除了有专门的机械加工技术师傅,还有半导体行业的模具师傅及五金工艺师傅,是一家集加工为一体的实体工厂,汇集一群有梦想的团队,不断在自动化转智能化前进的道路上开拓,在珠三角等地区的机械及行业设备中始终保持良好的信誉,信奉着“服务好每一个客户不容易,丢失每一个用户很简单”的理念,市场是企业的指南针,品质是企业的生命,在公司的带领下,全员努力一致,共同前进,齐力把每个细节做得更好,努力适应市场的真实需求,公司的新潜力,深圳市红海新机电设备供应和您一起创造未来,哪怕取得了一定的成绩,也不能骄傲,,我们不断总结经验,继续上路,让我们一起点燃希望,放飞梦想!
- 230整片焊机制造商 2024-07-06
- 江苏多晶光伏板串焊机升级 2024-07-05
- 158全片焊接设备图片 2024-06-14
- 江西PET层压板串焊机改造 2024-06-14
- 17栅焊片机常见故障与处理方法 2024-06-13
- 辽宁高速串焊机大概多少钱 2024-06-13
- 辽宁监控光伏板串焊机配件 2024-06-13
- 湖南太阳能板串焊机工厂直销 2024-06-13
- 12栅串焊机改造 2024-06-12
- 广西串焊机定做价格 2024-06-01
- 17栅焊机价钱 2024-06-01
- 16栅串焊机厂商 2024-06-01