选择吹瓶模具需要注意:一、不要只重产品规划,忽视塑胶模具制作。有些用户在开发产品或新产品试制时,往往初期只注重于产品研制与开发,忽视与塑胶模具制作单位的交流。产品规划方案开端断定后,即提早与模具厂商触摸有两个优点:1、能够保证规划的产品有好的成形工艺,不会因零件难以加工而修正定型规划。2、模具制作方可提早做规划准备,防止匆忙中考虑不周,影响工期。3、制作高质量塑胶模具,只有供需双方紧密配合,才干终究降低成本,缩短周期。二、不要只看价格,要从质量、周期、服务全方面考虑。1、模具品种许多,大致可分为几大类。依据零件资料、物理化学功能、机械强度、尺度精度、表面光洁度、运用寿命、经济性等不同要求,挑选不同类型的模具成形。2、精度要求高的模具需求运用高精度的数控机床加工,并且模具原料、成形工艺都有严格要求,还需运用CAD / CAE / CAM模具技能去规划、分析。3、有些零件由于成型时有特殊要求,模具还需运用暖流道,气辅成型,氮气缸等先进的工艺。如果外观遭到影响,那么对产品的质量也是起到很大的影响,所以对模具的外观的保养是一定要的。台州专业食品包装的吹瓶模具制造
吹瓶模具需要注意的事情:1、查模具旁边面的高压过滤器是否晓畅,避免它影响高压气的供给;2、查查路阀的工作情况,以确保吹气时定位精确;3、查吹气的气流操控元件,确保正确的设定值,且内部畅通无阻塞;4、确保吹气能够在比较短时间里结束,否则,吹瓶时会给PET物料带来额定的冷却;5、确保模具上一切的通风孔无堵塞。5、确保运送臂的调整精确无误;还有,吹气芯场所模具的找正也有联系。6、调整冷却板的方位,使之能够对瓶胚的螺纹区加以更强的维护。杭州专业吹瓶模具加工吹瓶模具的表面要定期进行清洁,这也是为了保证模具的卫生问题。

吹瓶模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船只和轿车等工业部门的推广使用,产品对模具的要求也越来越高,传统的模具设计办法已无法适应当今的要求。与传统的模具设计比较,计算机辅助工程(CAE)技能无论是在提高生产率、保证产品质量方面,仍是在降低成本、减轻劳动强度方面,都具有极大的优越性。吹瓶模具的数控加工具有一定典型性,并比普通产品的数控加工有更高的要求。对于吹瓶模悬厂家,通过网上销售可以减少宣传的资金,并且还有一定的订单量,对采购者也减少了获取信息的资金,降低了寻找厂家的成本费用,并且更加方便快捷。
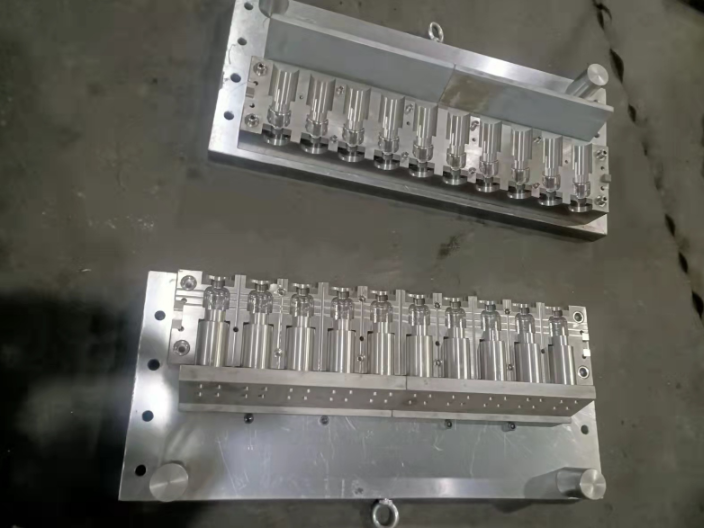
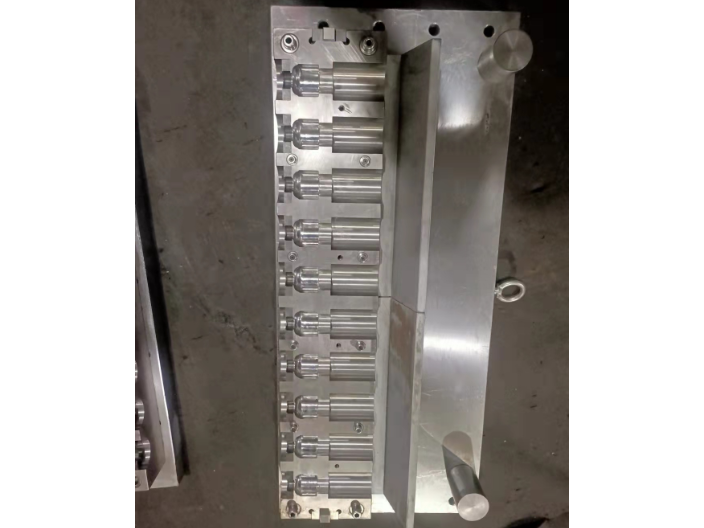
吹瓶模具相关的工艺性能:吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序.为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性,切削加工性,淬硬性,淬透性及可磨削性;还应具有小的氧化,脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性,球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性,切削用量大,刀具损耗低,加工表面粗糙度低。选购吹瓶模具要看厂家的加工设备在模具的制造中,使用比较好的加工设备能保证模具质量以及准确度。
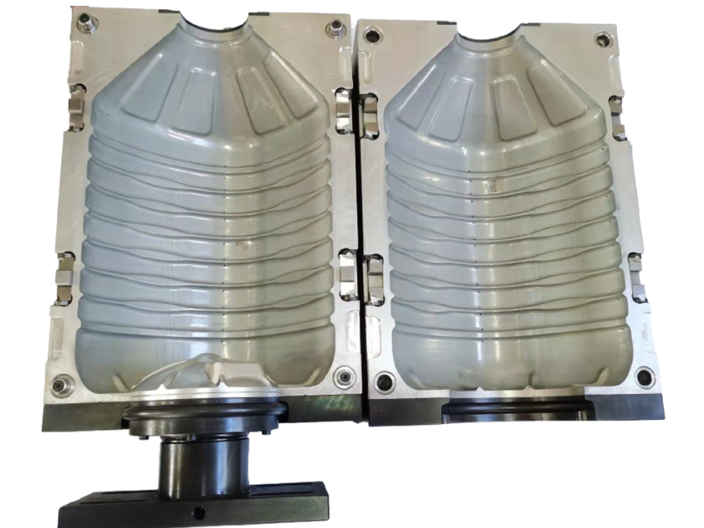
影响到吹瓶模具的成型因素:型胚预吹阶段,为避免型胚内外表的触摸、粘附,改进制品壁厚的均匀性,要对型胚进行预吹胀。在型胚预吹阶段,从型胚下方往型胚内喷气,以护持型胚,减小其垂伸。在这一阶段,影响壁厚散布的主要工艺参数有:预吹压力、预吹时刻。型胚高压吹阶段,高压吹胀型胚,使之贴紧模具型腔,完成产品塑性成型阶段。该阶段,影响产品成型的是型胚受高压吹胀变形、型胚与模腔触摸变形。而影响壁厚散布的主要工艺参数有:材料的收缩率;吹气压力、时刻;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道散布、冷却水进水温度等。虽然影响吹塑制品质量的要素较多,但当出产条件、制品要求确认后,调整吹塑工艺参数能有用改进制品质量。优化的工艺参数可以进步出产功率,下降原材料耗费,优化产品的综合功能。选购吹瓶模具要根据成型加工工艺,构造和制造来剖析。台州专业食品包装的吹瓶模具制造
选购吹瓶模具必须先找好厂家,有正规经营资历。台州专业食品包装的吹瓶模具制造
PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。台州专业食品包装的吹瓶模具制造
台州市弘凯模具有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的生产型企业。公司成立于2019-09-12,多年来在瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具行业形成了成熟、可靠的研发、生产体系。弘凯目前推出了瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力机械及行业设备发展。我们以客户的需求为基础,在产品设计和研发上面苦下功夫,一份份的不懈努力和付出,打造了弘凯产品。我们从用户角度,对每一款产品进行多方面分析,对每一款产品都精心设计、精心制作和严格检验。瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。