增大后角可减小后刀面与切削材料间的摩擦,减小已加工表面的挤压变形。但如后角过大,则会降低刀刃强度和散热能力。后角的大小直接影响钻头耐用度。在钻孔过程中,钻头的主要磨损形式为机械擦伤和相变磨损。考虑机械擦伤磨损,当切削寿命一定时,后角越大,可用切削时间越长;考虑相变磨损,后角增大会使钻头散热能力降低。...
钻头基本参数
- 品牌
- 台仪
- 型号
- 通用
- 材质
- 高速钢,硬质合金,钨钢,合金,金刚石
- 涂层
- 否
- 样品或现货
- 现货
- 是否库存
- 是
- 是否批发
- 批发
- 产地
- 台州椒江
- 厂家
- 台州市椒江建设工程机械厂
钻头企业商机
1、开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象。2、使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象。3、开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏。4、钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度。出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀。5、硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米。6、硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击。7、入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整。8、钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业。9、缠绕在刀体上的铁屑过多时,可退刀后用勾子除去。台州市椒江建设工程机械厂为您供应钻头,有想法可以来我司咨询!广东高速钢钻头多少钱
高炉开口钻头加工时体积破碎阶段:加入到岩石硬度以上时,切削齿切入岩石产生体积破碎,钻孔效果明显,属于正常钻孔。P硬质合金球齿以其独特的性能,普遍用于油田钻井除雪、除雪机等设备,然后,用钻头拆卸炉子。将钻头盒连接到转盘上,慢慢提起钻杆,使钻头槽与钻头盒芯板的凸点相对应,将钻头插入钻头盒中;在里面,依次取出钻杆和钻头。实用新型SF高炉开孔钻,开孔速度快,出铁口深度容易,角度容易,出铁口泥袋维护方便,高炉前作业,高炉钻头量产,高炉开孔分析特殊情况下开孔器钻头市场分析钻头可随意调整,降低劳动强度,高炉开孔钻头具有结构简单、安全可靠、成本低,适用于各种开松机。高炉钻头液体流动的阻力与流速的平方成正比。如果泵容积过大,孔底的脉动升力会抵消部分钻压,导致芯管和外环间隙的流量大,可能冲刷出芯或孔壁.合理的泵容积值应在满足排粉的前提下考虑其他工艺因素。钻孔时,高炉钻杆的作用不仅是传递扭矩,形成循环冲洗液的通道;同时,通过内外管之间的相对运动,可以防止下钻具受到浮式钻具升沉的影响,正常钻孔工作。江苏挖机钻头费用购买钨钢钻头设备,就选台州市椒江建设工程机械厂,用户的信赖之选,欢迎您的来电哦!

中心钻头分为两种类型,每种类型又有9种规格。中心钻是用来给物件的断面上加设中心空的设备,可以精确的预制定位,并且在定位范围内引导麻花钻头给物件打孔,误差非常的小。中心钻有二种类型,A型为单独的钻体,不带锥子钻头,B型则是带有护锥的中心钻。两者的区别在于作用上,当需要加工的中心孔直径较为10毫米以内时,一般采用A型中心钻,因为直径过小,A型的不带锥子的中心钻可操作性强,可以微调。钻头除了市面传统的麻花钻以外,还有专门用于磁座钻的取芯钻头(又叫空心钻头),这种钻头采用铣刀的原理,具有效率高,精度好的效果。
麻花钻头因其容屑槽成螺旋状而形似麻花而得名。是一种通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具。一般螺旋槽有2槽、3槽或更多槽。麻花钻头可被夹持在手动、电动的手持式钻孔工具或在钻床、铣床、车床乃至加工中心上使用。麻花钻头所用的材料一般为高速工具钢或硬质合金。牙轮钻头是使用较普遍的一种钻井钻头。牙轮钻头工作时切削齿交替接触井底,破岩扭矩小,切削齿与井底接触面积小,比压高,易于吃入地层;工作刃总长度大,因而相对减少磨损。牙轮钻头能够适应从软到坚硬的多种地层。购买钻头,就选台州市椒江建设工程机械厂,用户的信赖之选,有想法可以来我司咨询!

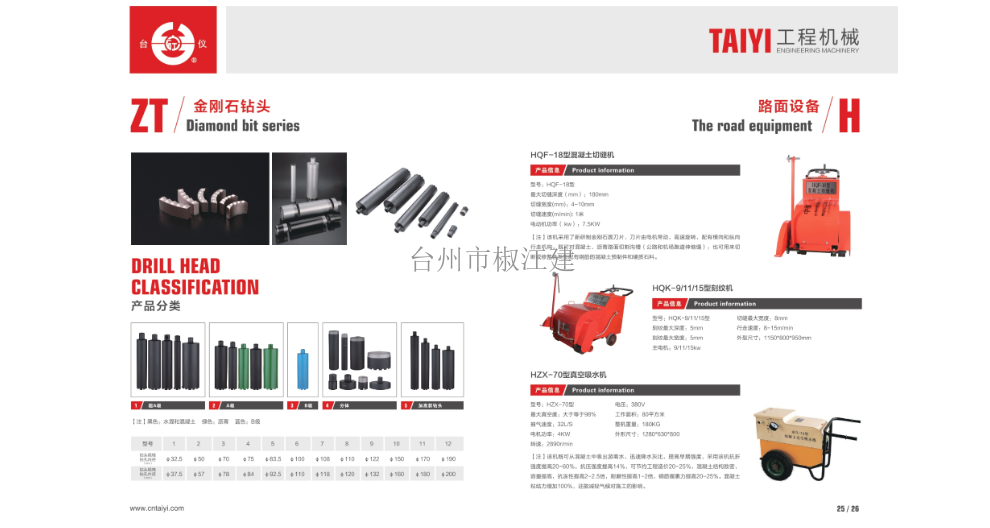
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。直径规格:12MM至100MM;钻头主要材质有高速钢类;粉末冶金类;硬质合金类。钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。较深的孔要求钻头规格有较大的长径比。通常孔深超过3倍直径就是“深孔”,台州市椒江建设工程机械厂致力金刚石钻头设备生产研发,期待您的光临!广东高速钢钻头多少钱
台州市椒江建设工程机械厂致力钻头生产研发,竭诚为您服务。广东高速钢钻头多少钱
各行各业都在谋求产业的转型升级,尤其在人工智能、大数据、物联网等新一代信息技术推动下,信息化、自动化、智能化已经成为了销售企业发展的主要路径。目前中国制造的立式包装机、二次包装机、给袋包装机、重袋包装机、真空包装机、包装生产线、自动称量机等包装技术水平处于国际前列,当然要实现世界包装技术,还是需要不断提高研发水平以及优化生产型。绿色低碳是未来钻孔取芯机,金刚石钻头,双刀锯石机,双面磨平机的基本要求。因此,推动机械工业行业由环境污染型向绿色低碳型转变是我国机械工业高质量发展的必然要求。钻孔取芯机,金刚石钻头,双刀锯石机,双面磨平机行业,随着近年来越来越明朗的全球市场变化,在我国的外贸大军中已经逐渐成为一股不容忽视的新生力量。除了北美外,东亚,东南亚,南亚,中东北非等地区也对其产生了越来越浓厚的兴趣和需求。广东高速钢钻头多少钱
台州市椒江建设工程机械厂位于浙江省台州市台州湾新区三甲街道滨华路399号1幢(自主申报),交通便利,环境优美,是一家生产型企业。公司是一家股份合作企业企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的钻孔取芯机,金刚石钻头,双刀锯石机,双面磨平机。椒江建设工程以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。
与钻头相关的文章

北京取芯钻头工厂
- 椒江高速钢钻头咨询 2024-10-29
- 四川挖机钻头厂商 2024-10-29
- 四川双端面钻头怎么选 2024-10-29
- 上海合金球齿钻头哪家可靠 2024-10-29
- 北京混凝土钻头订购 2024-10-29
- 浙江金刚石钻头需要多少钱 2024-10-29
- 双刀钻头生产厂家 2024-10-29
- 高速钢钻头批发商 2024-10-29
- 锥孔球齿钻头工厂 2024-10-29
- 四川双刀钻头订做 2024-10-29
- 上海凿岩钻头要多少钱 2024-10-29
- 台州冲击钻头价位 2024-10-29


与钻头相关的新闻
-
台州钻头价位 2024-10-29 12:04:50钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆...
-
山东混凝土钻头哪家可靠 2024-10-29 08:05:00刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生...
-
河北电锤钻头品牌 2024-10-29 07:05:01群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅。钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”。其钻矩降低30%左右,所以它可以用较大的进给量钻孔。外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能。由于切削阻力小,定心准、稳,所以特别适合在手电钻...
-
高速钢钻头哪家好 2024-10-29 00:15:17操作者必须经过培训,操作方法熟练后,方可独自操作。电器部分要做好防水、防尘工作,随时注意检查漏电接地保护是否可靠。断路器电流调整至8A。在接通压缩空气前,气动阀手柄必须置于"停"的位置上;压缩空气必须经过过滤,尽量保持清洁和干燥。钻机必须支撑牢固后,方可开始工作,防止引起钻机倒地。在进给过程中,严禁...
与钻头相关的问题
新闻资讯
产品推荐
-

上海钻孔取芯机生产公司
2024-11-09 -

四川手提式钻孔取芯机
2024-11-09 -

椒江手提式取芯机哪家专业
2024-11-09 -

椒江路面钻孔取芯机厂
2024-11-09 -

重庆汽油取芯机厂家排名
2024-11-09 -
重庆钻孔取芯机公司
2024-11-09 -

上海路面钻孔取芯机定做
2024-11-09 -
山东混凝土取芯机价位
2024-11-09 -

四川电动钻孔取芯机订做
2024-11-09