吹瓶模具应该怎么保养?1、模具摆放不要直接接触地上避免模具与地上接触面触水锈蚀,较好有模架。2、模具的存放处理应有专职人员担任,不定期进行收拾,保证模具的质量。3、应对模具分门别类摆放,对模具的零配件进行防锈处理,每幅模具独自存放,包括注模部分、吹模部分、芯棒、芯棒座及挡板、定位块、脱模板等。4、保护好芯棒成型部分与颈块协作面避免划伤和碰坏,建议芯棒不用时独自包好,颈块配件一定要成对包好避免分型面碰伤。吹瓶模具冷却与材质的选择?专业吹瓶模具制造
吹瓶模具,作为塑料瓶生产塑形过程中非常重要的一环。对于塑料瓶厂家来说,不可预知的一项支出也是吹瓶模具。很多厂家在接单的过程主要要考虑的一个因素就是是否现货还是开模。因为相对来说,厂房,吹瓶设备这些都是属于固定的成本,吹瓶模具反而是动态的成本。如果要新开模具的话就需要增加一笔费用,这会关系到塑料瓶的成本。不过,一直以来吹瓶模具都没有得到过足够的重视。吹瓶模具更多的是作为附属行业存在于市场。我们可以看到国内吹瓶模具比较大的生产聚集地,这些厂家在经营思路上更多的是依附在吹瓶模具厂家身上。对于不断走向个性化的市场,我们认为未来吹瓶模具将会变得越来越重要。专业吹瓶模具制造吹瓶模具的寿命和材质有关,越好的材质使用寿命就会越长。

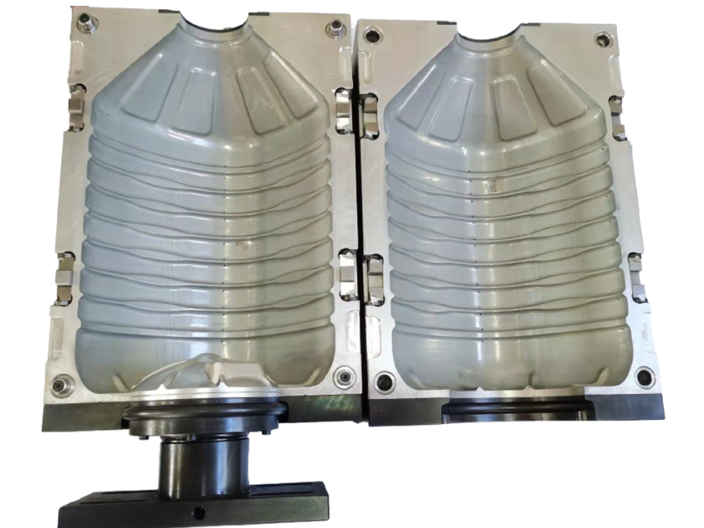
吹瓶模具的模腔的日常维护及注意事项:模腔为镜面抛光,由于使用环境温差交替,若保养不及时,会出现正常的表面氧化,俗称起麻点,影响瓶子的整体透明度及美观。保养拆装模具过程中注意碰伤刮花。模具为左右子母结构,为保证模具的使用寿命,不建议左右交叉替换使用。排气孔、排气槽的保养:每月或每运行500小时应对模具的排气孔、排气槽进行全方面的检查。防止排气孔、排气槽堵塞,造成排气不畅而影响瓶子收缩不均匀等。模具定位部件的保养:导柱导套和内外卡口是模具运行时定位的重要部件,要注意润滑,每运行72小时涂抹一次食品级润滑脂,适量即可。并要仔细检查这些部件的磨损情况,以及配合间隙。导柱导套间隙太大时,可通过调整导柱里的螺钉使其伸出或缩进,达到较好的配合。
吹瓶模具怎么存放?1.在模腔/底模成型成形面涂上洁模膏,用干净的医用脱脂棉反复擦拭至镜面,并将残留的洁模膏清理干净。2.用压缩空气清理各排气孔,保证各孔畅通。3.将防锈润滑剂均匀的喷涂于模具的内外表面,形成一层保护膜。4.用锁模螺钉或专门用绑带将模腔和底模合在一起,分别放在专门用的模具储存架上进行摆放。5.模具必须存放在通风干燥的环境中,温度20~25℃,相对湿度30~50%.6.拉伸杆在摆放时应将表面喷上防锈油,再将拉伸杆采用垂直悬空方式摆放,以避免拉伸杆平放受外力受压变形。7.定期检查模具,是否出现生锈或氧化现象。吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序。
吹瓶模具出现螺纹区的排气槽受到了不应有的拉伸(从密封面到凸环)的问题。这种现象夏天更常见,因其高气温使瓶胚螺纹区过热。解决办法有:1、确保输送臂的调整精确无误;还有,吹气芯场地模具的找正也有关系;2、由于气温偏高时问题更为糟糕,任何导致螺纹区温度下降的都会加其恶果,详见“瓶口膨胀,吹瓶跑气”。应该记住,吹瓶芯只凭弹簧的力量来确定瓶坯位置,它并不足以矫正两者之间在对准上的差距。等吹气开始,有相当大的下冲击力,这一冲击载荷便会引起螺纹受损。如果外观遭到影响,那么对产品的质量也是起到很大的影响,所以对模具的外观的保养是一定要的。福建专业PET吹瓶模具制造
应该对吹瓶模具分门别类摆放。专业吹瓶模具制造
关于吹瓶模具的设计要求:型腔模在长、宽、高3个方向都有尺寸要求,形状复杂,制造困难。模具生产一般为单件、小批生产,制造要求严格、精确,多采用精密的加工设备和测量装置。平面冲裁模可用电火花加工初成形,再用成形磨削,坐标磨削等方法进一步提高精度。成形磨削可用光学投影曲线磨床,或带有缩仿、修打砂轮机构的平面磨床,也可在精密平面磨床上采用成形磨削工具磨削。坐标磨床可用于模具的精密定位,以保证精密孔径和孔距。也可用计算机数控(CNC)连续轨迹坐标磨床磨削任何曲线形状的凸模和凹模。型腔模多用仿形铣床加工、电火花加工和电解加工。将仿形铣加工与数控联合应用和在电火花加工中增加三向平动头装置,都可提高型腔的加工质量。电解加工中增加充气电解可提高生产效率。专业吹瓶模具制造
台州市弘凯模具有限公司拥有模具,塑料制品,机械设备制造,加工,销售 等多项业务,主营业务涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具。目前我公司在职员工以90后为主,是一个有活力有能力有创新精神的团队。台州市弘凯模具有限公司主营业务涵盖瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。公司深耕瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具,正积蓄着更大的能量,向更广阔的空间、更宽泛的领域拓展。







