冷轧光面钢筋焊接网在隧道衬砌的应用。根据国标《公路隧道设计规范》JTGD70-2004规定。在喷射混凝土内应设带肋冷轧光面钢筋焊接网,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。冷轧光面钢筋焊接网网格应按矩形布置,冷轧光面钢筋焊接网的钢筋间距为150~300mm。可采用150mm×150mm,200mm×200mm,200mm×250mm,250mm×300mm,300mm×300mm的组合方式。冷轧光面钢筋焊接网的搭接长度不应小于30d,冷轧光面钢筋焊接网的喷射混凝土保护层的厚度不得小于20mm,当采用双层冷轧光面钢筋焊接网时,两层冷轧光面钢筋焊接网之间的间隔距离不应小于60mm。焊接钢筋网纵、横向宜采用相等间距,焊接网距顶面的保护层厚度不应小于20mm。金华热轧钢筋焊接网制造

钢筋焊接网1、钢筋施工走焊接网道路是世界钢筋工业发展的潮流。2、钢筋网这种新型配筋形式,特别适用于大面积混凝土工程。3、 我国冷拔带肋钢筋、热轧III级钢筋普遍、快速的推广应用为焊接网发展提供良好的物质基础。焊接网产品标准及使用规程的正式施行,对于提高产品质量、加速推广应用起到了积极作用。4、我国市场对钢筋网需求潜力很大。5、钢筋网在审美上令人喜爱。6、我国是世界钢材大国。7、钢筋网在国内的发展已经具备了软、硬条件。江西钢筋焊接网桥面铺装层的焊接钢筋网应使用焊接网或预制冷轧带肋焊接钢筋网,不宜使用绑扎焊接钢筋网。

钢筋网在隧道衬砌的应用根据国标《公路隧道设计规范》JTGD70-2004规定。在喷射混凝土内应设带肋钢筋网,有利于提高喷射混凝土的抗剪和抗弯强度,提高混凝土的抗冲切能力,抗弯曲能力,提高喷混凝土的整体性,减少喷混凝土的收缩裂纹,防止局部掉块。钢筋网网格应按矩形布置,钢筋网的钢筋间距为150~300mm。可采用150mm×150mm,200mm×200mm,200mm×250mm,250mm×300mm,300mm×300mm的组合方式。钢筋网的搭接长度不应小于30d(d为钢筋直径)。
发展前景编辑,钢筋焊接网在我国的应用尚处于起步阶段,目前我国应用量所占钢筋总用量的比例不到十分之一。在20世纪90年代初,钢筋焊接网才被国家科委、建设部列为重点推广项目,并制定了国家标准、规程。近年来,我国的基础建设发展很快,国家对基础建设的投资持续增长;实施西部大开发的战略。国家经济建设进入新阶段,能源、交通、水利、住房和市政工程等基本建设对钢筋焊接网的需求必将成倍增长。其市场应用前景非常广阔;钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。钢筋网纵向钢筋间距为50mm的整倍数,横向钢筋间距应为25mm的整倍数,较小间距均宜采用100mm。

钢筋网片焊网机焊接原理,电阻焊(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊机焊接方法主要有即点焊、缝焊、凸焊、对焊。钢筋网片焊网机隶属于其中的点焊,分为C型单头排焊机,C型多头排焊机及龙门式多头排焊机。由于焊接电极为方块电极,且上下电极为平面接触,能一次焊接多点或一排而得名,此类机器一般不可移动,只能移动工件进行焊接。特殊规格可以订制。当采用冷轧带肋钢筋时,钢筋直径不应小于8mm、纵向钢筋间距不应大于200mm,横向钢筋间距不应大于300mm。江西钢筋焊接网
根据实际测试,铺设焊接钢筋网的道路可以减少75%以上的裂缝。金华热轧钢筋焊接网制造
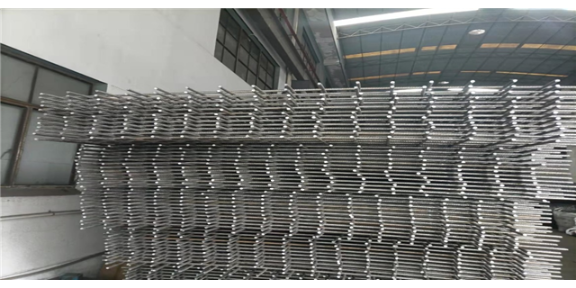
钢筋焊接网效益:具体表现在:提高抗震、抗裂性能、节省钢筋用量、加快施工进度,技术规定:钢筋焊接网技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度。焊接网钢筋直径为 4-14mm,其中可采用0.5mm 进级直径。为便于运输,焊接网长度不宜超过 12m,宽度不宜超过 3.4m。金华热轧钢筋焊接网制造