提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。根据实际测试,铺设焊接钢筋网的道路可以减少75%以上的裂缝。温州低碳钢筋焊接网供应商

钢筋焊接网应用:⑴、混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层冷轧光面钢筋焊接网;或在长度约为6一10倍板厚的范围内逐渐将板厚增加20%。⑵、混凝土路面与桥梁相接,桥头设有搭板时,应在搭板与混凝土面层板之间设置长6一10mm 的钢筋混凝土面层过渡板。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用冷轧光面钢筋焊接网补强。⑶ 、混凝土面层下有箱形构造物横向穿越,其顶面至面层底面的距离小于400mm或嵌入基层 时,在构造物顶宽及两侧,混凝土面层内应布设双层冷轧光面钢筋焊接网,上下层冷轧光面钢筋焊接网各距面层顶面和底面1/4一1/3厚度处。芜湖钢筋焊接网现货直发定制钢筋网在两个方向上的钢筋间距和直径可以不同,但在一个方向上具有相同的钢筋直径、间距和长度。
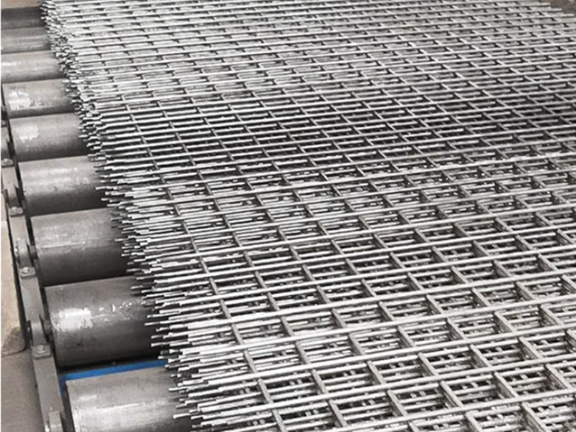
冷轧光面钢筋焊接网的技术规定,技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。
钢筋焊接网应用:钢筋网在公路水泥混凝土路面工程的应用,钢筋混凝土路面用钢筋网的小直径及大间距应符合现行行业标准《公路水泥混凝土路面设计规范》JTG D40的规定。当采用冷轧带肋钢筋时,钢筋直径不应小于8mm、纵向钢筋间距不应大于200mm,横向钢筋间距不应大于300mm。焊接网的纵横向钢筋宜采用相同的直径,钢筋的保护层厚度不应小于50mm.钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。冷轧光面钢筋焊接网纵、横向宜采用相等间距,焊接网距顶面的保护层厚度不应小于20mm。钢筋焊接网在我国的应用尚处于起步阶段,我国应用量所占钢筋总用量的比例不到十分之一。

焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。考虑运输条件,焊接网长度不宜超过12m,宽度不宜超过3.4m。焊接网制作方向的钢筋(或称纵筋)间距宜为100、150、200mm,另一方向的钢筋间距一般为100、150、200、300mm,有时可达400mm。当焊接网纵横向钢筋均为单根钢筋时,较细钢筋的公称直径应不小于较粗钢筋公称直径的0.6倍,即dmin≥0.6damx。焊接网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm2)的乘积。焊接钢筋网纵、横向宜采用相等间距,焊接网距顶面的保护层厚度不应小于20mm。芜湖钢筋焊接网现货直发
采用焊接网的桥面平整度提高,桥面几乎无裂缝,铺装速度提高50%以上,降低桥面铺装工程造价约10%。温州低碳钢筋焊接网供应商
冷轧光面钢筋焊接网,采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的的产品,冷轧光面钢筋焊接网又名冷轧光面钢筋焊接网,是采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的。中文名冷轧光面钢筋焊接网,别名:焊接钢筋网、钢筋网、钢筋焊网、钢筋焊接网片、钢筋网片等等。基本概述:冷轧光面钢筋焊接网直径为4-12mm。冷轧光面钢筋焊接网宜采用CPB550级冷拔光面钢筋制作。温州低碳钢筋焊接网供应商