钢筋网片焊接机,隧道钢筋网片焊接机性能特点上电极采用气缸加压,压力调整方便、精确;钢筋网片一次可均匀的完成多个焊点的焊接;可任意调整加压头的下降和上升速度,缓和了对工件的加压冲击、也减少噪音;二次导体采用上部绝缘方式,绝缘性能稳定、可靠;主回路采用大功率可控硅元件,输出电源强劲、稳定、可靠性强;操作由脚踏开关控制,具有较高的生产率,劳动强度低;适用金属网片、网罩的焊接。钢筋网片,采用间接焊接技术,一次压紧分次焊接,焊接时间与分控焊接均由PLC数字编程系统组成、输入面板为触摸屏或按键两种、操作更智能化、合理化。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。宁波冷拔丝钢筋焊接网

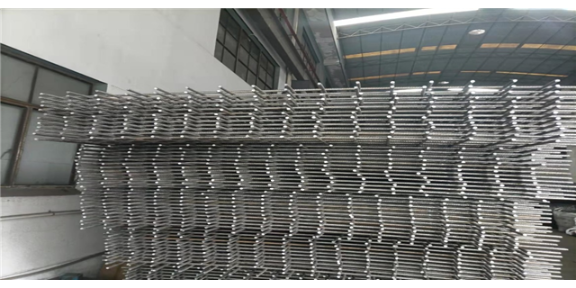
钢筋焊接网,钢筋网是由纵向和横向钢筋十字交叉通过绑扎或焊接制作而成的网。是建设部“2005建筑业重点推广应用 10项新技术”内容之一。钢筋网的理论重量计算公式:钢筋网理论重量(KG)=钢筋网所用钢筋长度(M)*丝径(MM) *丝径(MM)*0.00617(φ10钢筋0.616539kg/m);钢筋网的应用在工业与民用房屋的梁柱楼板、屋盖、墙体、混凝土路面、桥面铺装、机场跑道、隧道衬砌、箱涵、码头地坪、预制构件等领域。优点:显著提高钢筋工程质量;明显提高施工速度;增强混凝土抗裂能力;具有较好的综合经济效益。宁波冷拔丝钢筋焊接网横向钢筋:与钢筋网制造方向垂直排列的钢筋。

钢筋焊接网技术应用:⑴、混凝土路面与固定构造物相衔接的胀缝无法设置传力杆时,可在毗邻构造物的板端部内配置双层冷轧带肋钢筋焊接网;或在长度约为6一10倍板厚的范围内逐渐将板厚增加20%。⑵、混凝土路面与桥梁相接,桥头设有搭板时,应在搭板与混凝土面层板之间设置长6一10mm 的钢筋混凝土面层过渡板。当桥梁为斜交时,钢筋混凝土板的锐角部分应采用冷轧带肋钢筋焊接网补强。⑶ 、混凝土面层下有箱形构造物横向穿越,其顶面至面层底面的距离小于400mm或嵌入基层 时,在构造物顶宽及两侧,混凝土面层内应布设双层冷轧带肋钢筋焊接网,上下层冷轧带肋钢筋焊接网各距面层顶面和底面1/4一1/3厚度处。混凝土面层下有圆形管状构造物横向穿越,其顶面至面层底面的距离小于1200mm时,在构造物两侧,混凝土面层内应布设单层冷轧带肋钢筋焊接网,冷轧带肋钢筋焊接网设在距面层顶面1/4一1/3厚度处。
冷轧光面钢筋焊接网,采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的的产品,冷轧光面钢筋焊接网又名冷轧光面钢筋焊接网,是采用热轧圆盘条经冷拔(轧)减径处理后钢筋作为原料,经过专门使用的焊接网机焊接而成的。中文名冷轧光面钢筋焊接网,别名:焊接钢筋网、钢筋网、钢筋焊网、钢筋焊接网片、钢筋网片等等。基本概述:冷轧光面钢筋焊接网直径为4-12mm。冷轧光面钢筋焊接网宜采用CPB550级冷拔光面钢筋制作。焊接网钢筋直径为4-14mm,其中可采用0.5mm进级直径。

钢筋焊接网应用:钢筋网在公路水泥混凝土路面工程的应用,钢筋混凝土路面用钢筋网的小直径及大间距应符合现行行业标准《公路水泥混凝土路面设计规范》JTG D40的规定。当采用冷轧带肋钢筋时,钢筋直径不应小于8mm、纵向钢筋间距不应大于200mm,横向钢筋间距不应大于300mm。焊接网的纵横向钢筋宜采用相同的直径,钢筋的保护层厚度不应小于50mm.钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。冷轧光面钢筋焊接网纵、横向宜采用相等间距,焊接网距顶面的保护层厚度不应小于20mm。焊接网的纵横向钢筋宜采用相同的直径,钢筋的保护层厚度不应小于50mm。宁波冷拔丝钢筋焊接网
定制钢筋网在两个方向上的钢筋间距和直径可以不同,但在一个方向上具有相同的钢筋直径、间距和长度。宁波冷拔丝钢筋焊接网
为规范这种材料的生产及应用,促进我国建筑业工业化水平的提高,特制订了该行业标准YB/T076—1995。尺寸检验:1 钢筋网纵向钢筋间距为50mm的整倍数,横向钢筋间距应为25mm的整倍数,较小间距均宜采用100mm。3.2 钢筋的伸出长度应不小于25mm。表面质量检验,钢筋网表面不得有油渍及其他影响使用的缺陷,允许有毛刺、表面浮锈以及取样产生的钢筋局部空缺。质量重量检验,钢筋网的公称质量按组成钢筋公称直径和规定尺寸计算,计算时钢的密度采用0.00785g/mm.钢筋网实际质量与公称质量的允许偏差为±4.5%。宁波冷拔丝钢筋焊接网