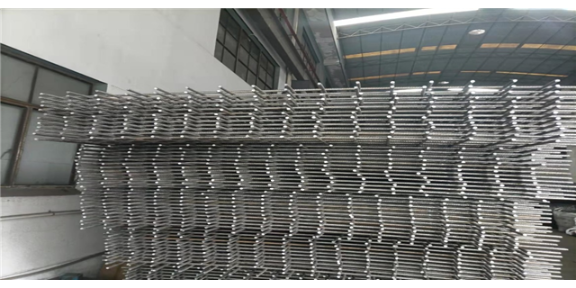
钢筋网制造:1 钢筋网应采用机械制造,纵、横向钢筋交叉点采用电阻焊焊接。2 钢筋交叉点开焊数量不得超过整个网片交叉点总数的1%。并且任一根钢筋上开焊点数不得超过该根钢筋上交叉点总数的一半。钢筋网较外边钢筋上的交叉点不得开焊。力学、工艺性能:1 钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定和表a对LG550级冷轧光面钢筋的规定。2 钢筋网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm)的乘积。包装:钢筋网应捆扎整齐、牢固,捆重不应超过2t,必要时应加刚性支撑或支架,以防止运输吊装过程中钢筋网产生影响使用的变形。钢筋网较外边钢筋上的交叉点不得开焊。台州镀锌钢筋焊接网哪家好

发展前景:冷轧光面钢筋焊接网的生产能力,冷轧带肋钢筋80年代末在国内开始生产,10年多来,特别是近几年,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。优点:显著提高钢筋工程质量;明显提高施工速度;增强混凝土抗裂能力;具有较好的综合经济效益。台州镀锌钢筋焊接网哪家好焊接钢筋网在桥梁工程的应用,主要应用于市政桥梁和公路桥梁的桥面铺装,旧桥面改造,桥墩防裂等。

冷轧光面钢筋焊接网的技术规定,技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。焊接网按形状、规格分为定型和定制两种。定型焊接网在两个方向上的钢筋间距和直径可以不同,但在同一个方向上的钢筋应具有相同的直径、间距和长度,已在有关标准、规程中作了规定。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。
提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。钢筋网可按形状分为定型钢筋网和定制钢筋网两种。

带肋钢筋网,产品名称: 带肋钢筋网;伸长率δ10≧8%;性能:抗拉强度Σb≧360Mpa;设计强度Y≥360Mpa;表面形状:网状;供货状态:按要求或施工情况分片打包;节省钢筋用量:在同体积混泥土结构中,与普通I级钢筋相比。冷轧钢筋及焊接网的设计强度值从210Mpa提高到360Mpa,因而钢筋用量可相对减少30%以上。另外,由于是工程自动化生产线制作,钢筋网的损耗微乎其微。提高工作效率:使用钢筋焊接网可省去现场钢筋调直、裁剪、逐条摆放等环境,节省工时可达70%以上,较大程度上简化了施工环节,加快了施工进度,缩短了施工周期。在20世纪90年代初,钢筋焊接网才被国家科委、建设部列为重点推广项目,并制定了国家标准、规程。嘉兴热轧钢筋焊接网厂家
焊接钢筋网间距可采用100一200mm,其直径宜采用6一100mm。台州镀锌钢筋焊接网哪家好
据市场监督管理总局,2022年12月22日公布的新国标GB/T 1499.3-2022(也就是钢筋混凝土用钢第3部分:钢筋焊接网)可知,该标准同比老标准GB/T 1499.3-2010,在钢筋焊接网拉伸实验方法、弯曲试验方法、抗剪力试验方法三方面发生了明显变更,且该标准将于2023年5月1日正式实施,具体如下。取样方法:1、焊接网试样均应从成品网片上截取,但试样所包含的交叉点不应开焊。除去掉多余的部分以外,试样不应进行其他加工。2、拉伸试验用试样示意图见图;3,应沿焊接网两个方向各截取一个试样,每个试样至少有一个交叉点。试样长度应足够,以保证夹具之间的距离不小于20倍试样公称直径(d)或180mm(取二者中的较大者)。对于并筋,非受拉钢筋应在离交叉焊点约20mm处切断。拉伸试验用试样上的横向钢筋宜距交叉点约25mm处切断。台州镀锌钢筋焊接网哪家好