- 品牌
- 南京云普
- 型号
- 1
锂电池制片车间的电气系统集成,需解决涂布、分切、卷绕等设备的同步控制与工艺准确管控问题。锂电池制片对工艺参数要求极高,涂布厚度偏差、分切尺寸误差、卷绕张力不均都会影响电池性能。通过系统集成,将各工序设备的控制模块与工艺参数监测整合:涂布环节,系统根据浆料浓度自动调节涂布机速度与刮刀压力,确保涂层厚度均匀;分切环节,实时监测分切尺寸,自动修正刀具位置,避免尺寸偏差;卷绕环节,动态调节卷绕张力,根据电芯规格匹配卷绕层数与速度。同时,集成浆料搅拌与输送的联动控制,确保涂布机供料稳定;各设备的运行数据实时上传至系统,形成生产追溯档案,便于后期排查工艺问题。此外,系统具备工艺参数一键调用功能,切换电芯型号时,自动匹配对应设备参数,减少调试时间。这种集成模式大幅提升了锂电池制片的工艺精度与生产效率,保障了电池性能的一致性。生产线柔性改造引入电气自动化增强适配性。栖霞化工电气自动化
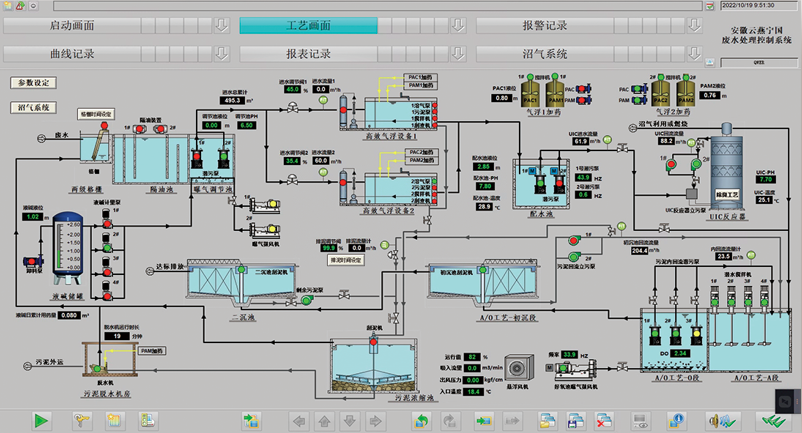
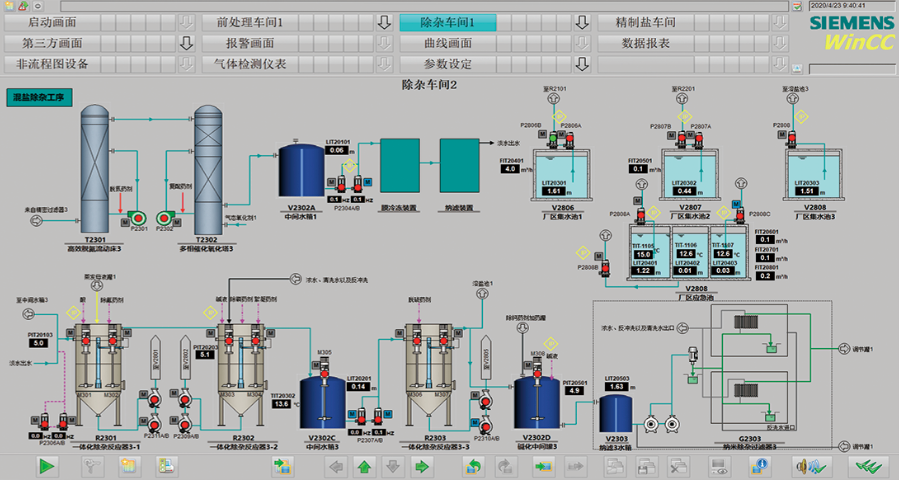
环保处理领域中,电气自动化技术通过整合各类处理设备,实现污染治理全流程的协同运行与智能调控。无论是废气净化、废水处理还是固废处置,系统都能实时监测处理过程中的关键指标,根据污染物浓度、处理量等变化自动调节设备运行参数,确保处理效果稳定达标。设备运行过程中,系统可实时跟踪运行状态,发现异常时自动切换备用设备或启动应急处理流程,避免处理中断导致的污染扩散。同时,电气自动化可记录处理过程的各项数据,形成完整的运行档案,便于环保监管核查与处理流程优化。这种智能化治理模式,既提升了环保处理的效率与可靠性,又减少了人工干预的误差,助力企业落实环保责任,推动绿色发展。栖霞化工电气自动化电气自动化加速传统工厂向数字化智慧工厂转型。

机场运营涉及航班调度、旅客服务、行李运输、安防保障等多个环节,电气自动化技术通过整合各类设施设备,构建高效协同的运营体系。航班起降过程中,电气自动化系统控制跑道灯光、导航设备、地面引导系统协同工作,确保航班安全起降。行李运输环节,自动化分拣设备根据航班信息快速准确地将行李送达指定机位,减少行李丢失与延误。同时,系统实时监测机场供电、空调、照明、安防等设施运行状态,自动调节运行参数,保障旅客舒适体验与机场安全运行。电气自动化技术的应用,让机场运营在应对大规模客流与航班调度压力时,保持高效、有序、可靠。
汽车焊接车间的电气系统集成,需解决多设备协同与工艺准确管控的难题。传统车间中,焊接电源、机械臂、温控装置、安全防护设备各自运行,易因参数不同步导致焊接质量波动,且人工监控难以及时察觉设备异常。通过系统集成,将焊接设备的电流电压控制、机械臂的运行轨迹调节、车间的温度湿度管控及安全光栅的防护逻辑整合至控制系统,实现各模块数据实时互通。例如,当机械臂移动至焊接工位时,系统自动匹配预设的焊接参数,同步调节周边排风设备功率;若检测到焊接电流异常,立即暂停机械臂动作并发出预警。这种集成模式不仅减少了人工干预的误差,提升了焊接接头的一致性,还通过设备联动缩短了工序间隔,同时强化了安全生产防护,适配汽车制造对高效与品质的双重需求。高危作业场景防护、人员安全保障依靠电气自动化。

高低压成套设备选型需强化防护等级升级,在多雨、盐雾、高湿等恶劣环境(如沿海地区、露天堆场、雨季频繁区域),设备易受潮、腐蚀导致故障。选型时,低压柜防护等级需不低于 IP55,高压柜不低于 IP44,柜体采用不锈钢材质或经防腐处理的冷轧钢板,柜门密封条选用耐老化、耐盐雾的橡胶材质;柜内配置除湿装置(如半导体除湿器),控制湿度在 60% 以下,防止元器件锈蚀;端子排、接线柱选用铜材质并镀镍,提升抗腐蚀能力。户外安装的设备需加装防雨棚或选用户外特制柜体,避免雨水直接冲刷;沿海地区设备还需考虑防盐雾措施,如柜体内部喷涂防盐雾涂料。此外,设备的通风口需加装防尘网,防止沙尘进入。防护等级升级选型能延长设备使用寿命,保障恶劣环境下电气系统的稳定运行。电气自动化优化生产环节衔接实现全流程管控。电气以及自动化
电气自动化简船舶抗扰控制。栖霞化工电气自动化
高低压成套设备选型需考虑安装空间条件,尤其是在空间受限的场景中,需优化设备结构设计。对于车间狭小、管线密集的场景(如小型加工厂、地下配电室),可选择紧凑型高低压成套设备,采用模块化设计,减少设备占地面积,同时预留足够的检修空间;若安装位置存在高度限制(如地下室、低矮厂房),需选用薄型柜体,或采用立式与卧式组合的安装方式,适配空间高度要求。此外,设备的布线设计需简洁规整,便于后期维护与扩容,避免因空间狭小导致布线混乱;若设备需与其他装置(如变频器、控制柜)并排安装,需考虑设备之间的散热距离,避免相互影响。对于户外临时供电场景,可选择移动式高低压成套设备,搭配便携支架,便于快速安装与拆卸。在电气自动化系统中,空间适配的设备能更灵活地融入整体布局,减少安装改造的成本,同时保障设备的正常散热与操作维护。栖霞化工电气自动化
花卉温室种植中,电气自动化技术为植物生长创造稳定可控的环境条件,覆盖温度、湿度、光照、水肥等关键调控维度。系统通过各类传感器实时采集温室内部环境数据,结合不同花卉的生长需求,自动调节加热、加湿、遮阳、灌溉等设备的运行状态。当温度低于生长适宜范围时,自动启动加热设备;湿度不足时,准确调控加湿装置与灌溉频率,避免过度浇水或水分不足影响生长。同时,根据日照时长与强度自动调节遮阳网与补光设备,确保花卉获得充足且适宜的光照。电气自动化技术让温室种植摆脱了对自然环境的依赖,实现全年稳定生产,在提升花卉成活率与品质的同时,减少人工管理的工作量与误差。工业能耗优化依靠电气自动化达成精确调控。电线自动化生产线设...
- 雨花台电气自动化专业 2026-05-20
- 栖霞矿山电气自动化工程 2026-05-19
- 山东电气自动化 2026-05-19
- 工业电气自动化系统 2026-05-19
- 高淳电力电气自动化运维 2026-05-19
- 建邺电气自动化 2026-05-19
- 化工电气自动化设备 2026-05-18
- 现代电气自动化控制柜 2026-05-18
- 建邺电气自动化系统 2026-05-18
- 栖霞电气自动化工程 2026-05-18


- 栖霞电力电气自动化运维 2026-05-17
- 秦淮矿山电气自动化集成 2026-05-17
- 高淳电力电气自动化集成 2026-05-17
- 先进电气自动化保护系统 2026-05-17
- 玄武电气自动化设备 2026-05-17
- 六合化工电气自动化系统 2026-05-17




- 江宁污水数字孪生系统 05-20
- 雨花台电气自动化专业 05-20
- 高淳园区数字孪生技术 05-20
- 栖霞水务数字孪生系统有哪些 05-20
- 雨花台智慧水利数字孪生系统 05-19
- 水质在线检测设备厂家 05-19
- 水质监测自动化 05-19
- 水质监测控制系统 05-19
- 水质在线监测设备报价 05-19
- 六合园区数字孪生 05-19