- 品牌
- 华维
- 型号
- 玻璃纤维瓦楞机
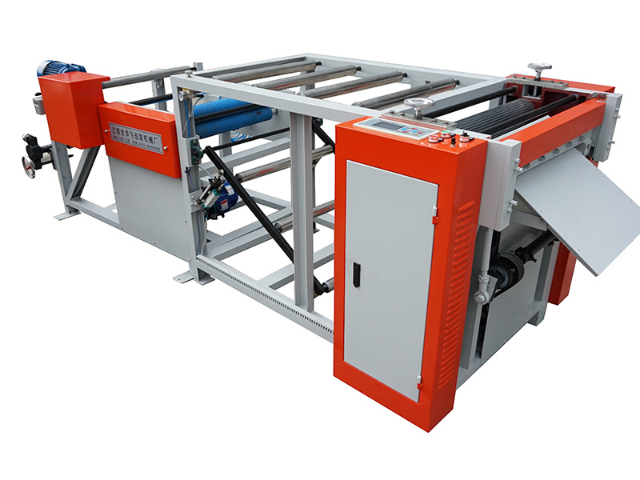
玻璃纤维瓦楞机的型号分类通常依据产品幅宽、生产速度和成型方式,形成了覆盖不同应用场景的完整产品线。这种多样化的产品矩阵,既是市场需求驱动的结果,也是技术持续创新的体现。按幅宽规格划分,玻璃纤维瓦楞机可分为窄幅(≤1000mm)、中幅(1000-2000mm)和宽幅(≥2000mm)三大类。窄幅机型如QWJ-650型,幅宽650mm,主要用于生产小型环保设备用瓦楞模块或异形件;中幅机型(1200-1600mm)广泛应用于建筑采光板、普通集装箱侧板等标准化产品;宽幅机型则主要生产大型储罐、风电叶片外壳等特种制品,最大幅宽可达4000mm以上,需要多组成型单元协同工作。模块化设计支持快速换型,从3mm微瓦楞到15mm厚瓦楞的切换只需10分钟,适应多品种生产需求。无锡有机废气处理玻璃纤维瓦楞机公司
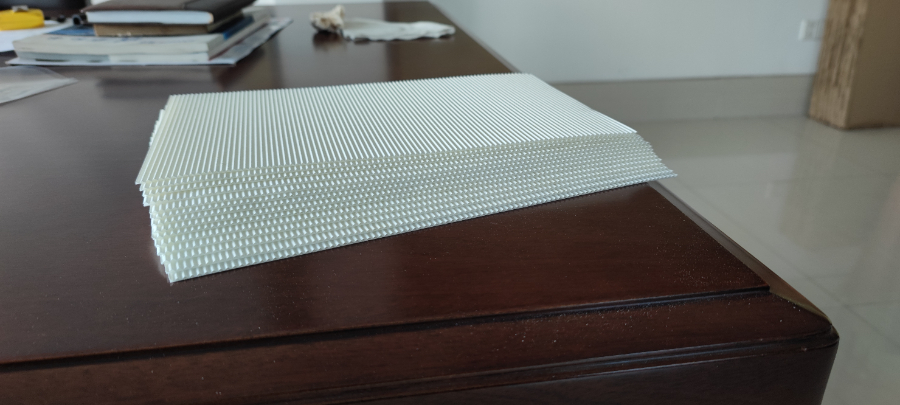
玻璃纤维纸单面瓦楞结构通过多种机制提升除湿转轮的吸附效率:增大有效接触面积:瓦楞结构将平面展开为三维立体表面,使比表面积比平面结构增加3-5倍,为吸湿剂提供了更多的活性位点。这不仅提高了单位体积的吸附容量,还加快了吸附速率,特别适用于低湿度环境下的深度除湿。增强传质效率:规整的蜂窝通道促进了气流与吸附剂之间的质量传递,减少了外扩散阻力。实验研究表明,在相对湿度13%的低湿环境下,基于单面瓦楞的13X分子筛转轮除湿效率可达90%以上,明显高于传统材料。提高吸附均匀性:单面瓦楞结构确保了吸湿剂在载体上的均匀分布,避免了局部过载或吸附不完全的现象。无锡单面玻璃纤维瓦楞机生产工艺其独特的加热固化技术,使玻璃纤维在成型过程中迅速达到理想的物理性能状态。
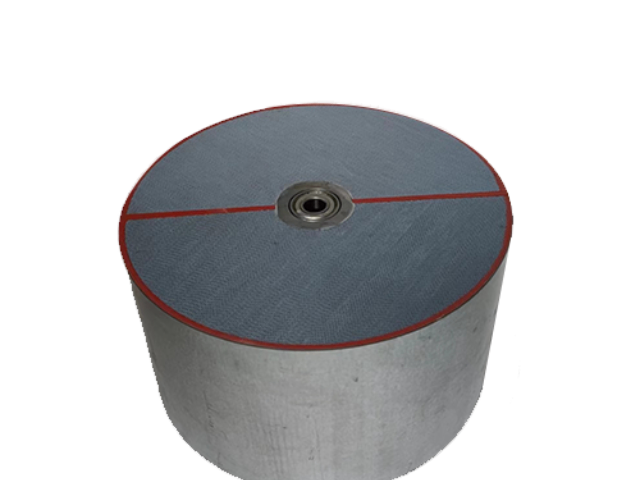
生产速度是衡量设备效率的重心指标,不同机型的速度范围差异明显。普通建筑用瓦楞板生产线速度可达10-15m/min,而精密环保模块生产线为保证成型质量,速度通常控制在3-5m/min。值得注意的是,速度并非越高越好,需要与材料固化特性相匹配。例如,采用快速固化树脂体系的设备,在保证固化度的前提下可实现高速生产,而厚壁制品则需要较低速度以确保树脂充分浸润和固化。按成型方式分类,可分为辊压成型、缠绕成型和模压成型三大类。辊压成型机通过连续辊压实现线性制品生产,适合大批量标准化产品;缠绕成型机如双曲面瓦楞容器制作装置,通过中心轴旋转带动模具运动,可生产圆柱形、锥形等回转体构件,其大扇形板和小扇形板的数量通常为4-16块,通过伸缩实现自动脱模;模压成型机则适用于复杂形状制品,采用液压系统提供成型压力,单次成型时间较长但制品精度高。
复合与增强功能
多层复合加工部分设备可同步输送多层玻璃纤维基材(如表层、芯层、底层),在瓦楞成型的同时实现层间复合。例如,将平面基材与瓦楞芯材通过粘结剂粘合,形成具有三明治结构的复合瓦楞板,提升产品的整体强度和抗冲击性。粘结剂涂覆配备涂胶装置,在基材表面或瓦楞楞峰处均匀涂覆粘结剂(如树脂、胶黏剂等),确保层间粘合牢固。涂胶量可根据基材厚度和复合需求调节,避免用量过多导致溢出浪费或用量不足影响粘合强度。纤维浸渍辅助针对需要浸渍处理的玻璃纤维基材,设备可集成浸渍槽或涂布机构,使基材充分浸润树脂等材料,在成型的同时完成强化处理,提升瓦楞制品的耐腐蚀性、防水性等性能。 电子设备外壳使用该机器生产的薄型瓦楞板,兼顾防护与散热功能。
瓦楞成型功能
压制成型借助具有特定楞型的成型辊组(凹凸啮合结构),将玻璃纤维基材压制成规则的瓦楞波形。成型过程中,通过辊筒的压力与协同转动,使基材强制贴合辊面纹路,形成稳定的波浪形结构,满足不同产品对楞高、楞距的形态要求。楞型适配与更换支持更换不同规格的成型辊,以适配多种瓦楞类型(如不同高度和间距的波形),可根据产品的强度需求、重量要求或安装场景,生产出对应楞型的玻璃纤维瓦楞制品。定型加固在成型过程中,通过加热(如热风、红外加热等方式)或加压保型,使瓦楞结构保持稳定。对于需要与树脂等粘结剂结合的产品,此环节可促进粘结剂固化,增强瓦楞结构的挺度和整体性,避免成型后出现塌楞、变形。 通过优化的空气循环系统,玻璃纤维瓦楞机减少了生产过程中的粉尘飞扬,改善工作环境。江阴有机废气处理玻璃纤维瓦楞机价格
智能温控系统实时调节加热辊温度,保障玻璃纤维与基材的完美粘合。无锡有机废气处理玻璃纤维瓦楞机公司
张力控制系统则如同一位严格的质量监督员,时刻密切关注并精细调节纸张在送纸过程中的张力大小。这是因为纸张张力的稳定性直接关系到其在后续加工过程中的平整度和顺畅性,若张力过大,纸张可能会出现拉伸变形甚至断裂的风险;若张力过小,纸张则容易出现褶皱、松弛等问题,严重影响产品质量。导纸装置则像是一位细心的引导员,负责为纸张规划行进路线,引导其平稳、准确地进入瓦楞成型部分,避免纸张在送纸过程中发生偏移或卡顿,确保整个送纸过程如同行云流水般顺畅。无锡有机废气处理玻璃纤维瓦楞机公司
- 江阴有机废气处理玻璃纤维瓦楞机 2026-04-09
- 陶瓷纤维瓦楞玻璃纤维瓦楞机视频 2026-04-09
- 江阴有机废气处理玻璃纤维瓦楞机图片 2026-04-09
- 江阴三元催化玻璃纤维瓦楞机哪家好 2026-04-09
- 江苏SCR玻璃纤维瓦楞机公司 2026-04-09
- 江苏SCR玻璃纤维瓦楞机多少钱 2026-04-08
- 江苏玻璃纤维玻璃纤维瓦楞机公司 2026-04-08
- 江苏玻璃纤维蜂窝模块玻璃纤维瓦楞机 2026-04-08
- 无锡全自动玻璃纤维瓦楞机工艺 2026-04-08
- 江阴催化剂载体玻璃纤维瓦楞机厂家 2026-04-08
- 脱硝催化玻璃纤维瓦楞机直销 2026-04-08
- 全自动玻璃纤维瓦楞机供应商 2026-04-08


