- 品牌
- 冠宇,鑫冠宇
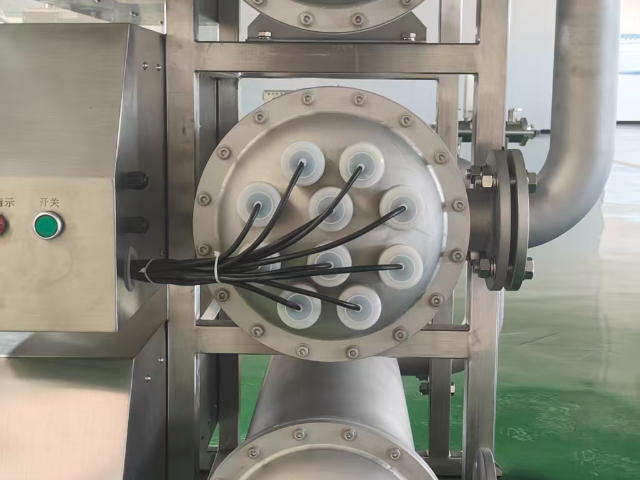
- 型号
- toc脱除器
中压 TOC 紫外线脱除技术在发展过程中面临诸多挑战,需要针对性采取应对策略。技术层面,难降解有机物降解效率不足,可通过开发新型催化剂、优化波长组合和采用高级氧化工艺解决;能耗与效率平衡难题,需研发高效材料、优化反应器设计和引入智能控制。市场方面,竞争加剧需加强创新和品牌建设,价格压力需通过差异化竞争和成本优化缓解,客户认知不足则要加强技术普及和案例展示。成本挑战上,初始投资高可通过设计优化和灵活融资应对,运维和能耗成本高则需延长灯管寿命、简化维护并采用节能技术。生物制药行业用 TOC 脱除器需同时控制微生物和有机物。山西高效TOC脱除器高级在哪里
在精细化工行业,生产过程中使用的原料和产生的中间体种类繁多,导致废水中的有机物成分复杂,TOC含量较高。TOC脱除器针对精细化工废水的特性,采用电芬顿氧化与紫外线催化相结合的工艺。电芬顿氧化是在电极反应的作用下,产生过氧化氢和亚铁离子,进而生成羟基自由基对有机物进行氧化分解。紫外线的加入可催化电芬顿反应,提高羟基自由基的产生效率,增强氧化能力。在TOC脱除器中,设有电解槽和紫外线照射装置,废水在电解槽中发生电芬顿反应,同时在紫外线的催化下,有机物被迅速氧化。通过这种电芬顿氧化-紫外线催化联合工艺,能够有效降低精细化工废水中的TOC含量,解决精细化工废水处理难题,实现行业的可持续发展。 吉林TOC脱除器欢迎选购TOC 脱除器的市场需求随环保政策趋严而持续增长;

随着环保标准的日益严格,对水体中TOC含量的控制愈发重要,TOC脱除器也因此成为水处理系统的关键设备之一。在制药行业,生产过程中产生的废水往往含有高浓度的有机物,TOC含量较高。若这些废水未经有效处理直接排放,不仅会污染环境,还可能对周边生态系统造成破坏。TOC脱除器采用先进的催化氧化技术,在特定的催化剂作用下,结合紫外线或臭氧等氧化剂,对水中的有机物进行深度氧化。催化剂能够降低反应的活化能,加速有机物的分解过程,提高TOC的脱除效率。此外,TOC脱除器的结构设计合理,内部设有特殊的反应腔室,可使水体与氧化剂充分接触,确保有机物得到彻底处理。经过TOC脱除器处理后的制药废水,TOC含量大幅降低,可达到国家相关排放标准,实现安全排放或回用于生产过程。
在电子半导体行业,对超纯水的水质要求极为严苛,TOC含量必须控制在极低的水平。TOC脱除器作为超纯水制备系统中的关键环节,发挥着不可替代的作用。该行业的TOC脱除器通常采用多级处理工艺,结合紫外线、活性炭吸附和离子交换等多种技术。首先,水体经过预处理去除大颗粒杂质后,进入紫外线处理单元。中压紫外线能够破坏有机物分子的化学键,使其发生光解反应。接着,活性炭吸附单元进一步吸附水中的微量有机物,利用活性炭的多孔结构和巨大比表面积,将有机物截留在其表面。然后,离子交换单元去除水中的离子型杂质,同时对残留的有机物进行深度净化。通过这种多级协同处理方式,TOC脱除器能够将超纯水中的TOC含量稳定控制在极低的范围内,满足电子半导体行业对超纯水的需求,保障芯片制造等精密工艺的顺利进行。 TOC 脱除器的运维人员需接受专业培训,掌握操作技巧。

污水处理厂的深度处理工艺中,中压紫外线技术展现出明显优势,其工艺流程为二级出水→中压紫外线→深度处理→回用或排放。中压紫外线不仅能实现传统的消毒功能,还能有效降解二级出水中残留的有机污染物,尤其在高降雨条件下,由于进水水质波动较大,中压紫外线仍能保持稳定的处理效果,使TOC去除率达到90%以上,大幅提升出水水质。这种处理方式无需添加化学药剂,避免了二次污染,同时设备占地面积小、运行灵活,为污水处理厂实现出水回用或达标排放提供了可靠保障,助力水资源循环利用和环境保护。 TOC 脱除器的能耗成本随处理水量和 TOC 浓度增加而上升。山东TOC脱除器联系方式
国内 TOC 脱除器品牌在中低端市场的性价比优势明显。山西高效TOC脱除器高级在哪里
在饮料生产行业,生产过程中的清洗、杀菌等环节会产生含有有机物的废水,这些废水的TOC含量会影响水资源的回用和水环境的保护。TOC脱除器为饮料生产废水处理提供了有效的技术手段。针对饮料废水的特点,可采用活性炭吸附与紫外线再生相结合的工艺。活性炭具有丰富的孔隙结构和巨大的比表面积,能够吸附水中的有机物。当活性炭吸附饱和后,利用紫外线对活性炭进行再生处理。在紫外线的照射下,活性炭表面吸附的有机物发生光解反应,分解为小分子物质,使活性炭恢复吸附能力。这种活性炭吸附-紫外线再生工艺不仅能够实现有机物的有效脱除,还能延长活性炭的使用寿命,降低处理成本。在TOC脱除器的设计中,合理设置活性炭吸附柱和紫外线再生装置,优化吸附和再生工艺参数,确保饮料生产废水得到高效处理。 山西高效TOC脱除器高级在哪里
- 山西催化TOC脱除器实力厂家 2026-04-29
- 山东企业TOC脱除器 2026-04-27
- 山西TOC脱除器客服电话 2026-04-26
- 山西脱附式TOC脱除器技术原理 2026-04-25
- 内蒙古深度TOC脱除器源头工厂 2026-04-25
- 内蒙古紫外线TOC脱除器运营成本 2026-04-25
- 吉林去除型TOC脱除器效果如何 2026-04-24
- 内蒙古TOC脱除器小知识 2026-04-22
- 企业TOC脱除器答疑解惑 2026-04-21
- 山东提纯用TOC脱除器实力厂家 2026-04-21
- 浙江消解型TOC脱除器运营成本 2026-04-21
- 江苏TOC脱除器降解实验 2026-04-20


