水处理用的高级氧化方法,臭氧不只具有直接氧化废水中的有机物能力,还有很好的脱色和去味功能,并且在氧化过程中不产生污泥。臭氧在水中分解速度很快,分解的产物为氧气,可以帮助处理后水充氧,且几乎没有二次污染,故臭氧的应用越来越多。臭氧由于不稳定且极易分解,故臭氧都是现场产生并立即投入使用。较常用的臭氧生产方法为高压放电法,为提高臭氧的产生效率及延长臭氧机的使用寿命,往往使用纯氧作为氧源来生产臭氧,故臭氧也是带有高能量的产品。为降低使用臭氧的成本,提高臭氧的氧化效率,在臭氧高级氧化废水的处理过程中,研究开发各种臭氧氧化催化剂也就成为研究的热点。离子型臭氧氧化催化剂,一些过镀金属或贵金属离子,具有在水中加速臭氧分解的作用,从而能对臭氧的氧化具有催化功能。臭氧催化剂在长期应用过程中发生磨损或活性组分流失的情况下,催化剂依然能保持优良的催化活性。江苏庞科臭氧催化反应器

臭氧催化氧化塔又称为臭氧反应罐、臭氧氧化塔、臭氧曝气塔。塔内部设置有布水板、曝气盘和填料,上部侧面设置有进水口,下部侧面设置有臭氧进口,底部或侧面设置有排水口。提高臭氧的利用率,可以循环利用尾气,装置紧凑及占地面积较小。臭氧催化氧化塔主要由氧化塔壳体、专有塔内组件及专有臭氧催化剂催化剂组成。专有塔内组件实现了臭氧与废水的高效混合,装置的气水吸收系统采用钛材质曝气盘进行臭氧曝气,增大了臭氧在废水中的溶解度,结合我公司研制的臭氧催化剂系列产品,保证臭氧的高效利用率。采用臭氧催化氧化塔的形式,可有效解决传统臭氧氧化池存在的问题。甘肃工业臭氧催化反应器原理臭氧催化反应器可以对水中的硝化菌进行有效的去除,避免了生命体中毒的风险。

臭氧在深度处理中的应用,工艺难点在哪里?臭氧比空气重,溶解度是氧气的13倍;关键臭氧不是稳定的气体,常温下净水中的半衰期只有20分钟,且温度和杂质对臭氧半衰期影响很大,在工业废水中一般只有数分钟。深度处理工艺中关键,是在臭氧无效分解之前,经催化臭氧有效分解产生•OH。因此,反应器单位体积催化剂表面积(与催化剂比表面积概念有所不同)是十分重要的参数。简单地说:催化剂的量要多;三相传质条件要好。在臭氧消毒中,臭氧浓度很低,因此对臭氧发生器没有什么要求。在深度处理中,臭氧投加量大;且氧化反应困难,从反应动力学角度,希望臭氧浓度高;因此,供气浓度高的臭氧发生器是选择的方向。随便说一句,即使臭氧浓度很高的供气,气体中绝大部分仍然是氧气。
臭氧催化氧化是利用臭氧在催化剂作用下产生的羟基自由基 [·OH]氧化分解水中有机污染物,由于·OH的氧化能力极强,且氧化反应无选择性,所以可快速氧化分解绝大多数有机化合物(包括一些高稳定性、难降解的有机物)。负载金属的活性炭催化剂是由微小结晶和非结晶部分混合组成的复合物,催化剂表面含有大量的酸性或碱性基团。这些酸性或碱性基团的存在特别是羟基、酚羟基的存在,使催化剂不只具有吸附能力,而且还具有催化能力。臭氧/催化剂协同作用过程中,在催化剂的作用下使臭氧分解产生[·OH]从而引发链反应,此反应还会产生十分活泼的、具有强氧化能力的单原子氧[·O]。臭氧催化反应器应尽量避免在密闭空间内使用,以免对人体造成伤害。

臭氧发生器产生的臭氧通过气水接触设备扩散到待处理水中,通常使用微孔扩散器、气泡塔或喷射器、涡轮混合器等。臭氧的利用率要在90%以上,剩余的臭氧将随尾气排放。为避免污染空气,尾气可采用活性炭或杂多酸剂分解,臭氧也可采用催化燃烧法分解。水溶液中臭氧分解非常重要的一个影响因素是PH值,在发生O3和H2O2/O3反应体系中,需要合理的控制PH值,因为如果pH值太低会直接影响到臭氧氧化反应,使得反应具有一定的选择性,不能有效的将有机物的去除,随着PH值的不断增加,溶液中的OH-不断增加,其也会进一步加强氧化能力的反应,不断提高整体的反应效率。但由于pH值过高,其中会有OH清除剂,会消耗其中的羟基自由基,对整个过程中有机污染物的氧化会产生很大的影响。臭氧氧化催化剂有哪些工艺优势呢?广东臭氧催化反应器
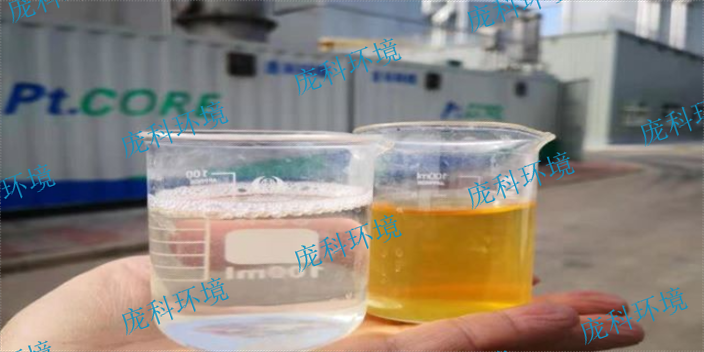
臭氧催化反应器在各个行业的应用前景非常广阔,值得进一步开发和研究。江苏庞科臭氧催化反应器
众所周知,臭氧的氧化性极强,其氧化比氟略低。高于氯和高锰酸钾。基于臭氧的强氧化性,很多污水站都开始采用臭氧工艺来处理污水,并且臭氧在水中可短时间内自行分解,没有二次污染,是一种理想的氧化药剂。目前,臭氧氧化技术在污水处理中得到了多方面的应用。臭氧不只具有很强的消毒杀菌作用,还可以氧化去除水中的污染物质。但是采用臭氧氧化难降解污水还需要考虑臭氧的使用量,由于臭氧的氧化对污染物具有选择性,所以直接采用臭氧进行氧化的效率是非常低的,从而对难降解有机物的去除率也比较低。针对这一点出现了臭氧用催化剂,从而提高了臭氧氧化的利用率。江苏庞科臭氧催化反应器