- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
应了解我国相关部门的政策支持并结合我国国内行情及基本情况,加强对养殖技术的学习及发展方向的探讨,加强养殖技术攻关工作,缩短科研成果应用于实践的周期,以提升循环水处理设备及其他养殖方法及设备的技术水平。循环水养殖品种应该根据市场行情、养殖设备情况及自己现有技术等方面来确定。再根据养殖品种,深入研究并探讨该养殖品种在全封闭式循环水养殖的高密度模式下的适应程度及较适密度。在这种养殖条件下,养殖的密度会导致水产动物体产生一系列变化,在研究养殖产品在高密度养殖环境下的适应机制的同时,还应掌握该养殖品种在孵化过程中的较适放养密度,以此更好地进行该产品的繁养工作。工厂化养殖有助于减少水产养殖对土地资源的占用。云南专业工厂化水产养殖

前期内部小试验,效果十分明显。不久后,这一模式将在嘉兴市秀洲区的蓝城渔业基地进行试点。袁利强认为,如果说产业链的“内外联动”,让企业找到了立根之本,“托管服务”的延伸,意义更在于联农带动,为外塘养殖户增加效益,同时又降低了企业运营成本,可谓一举两得。按照传统养殖模式,一年只能产一季鱼,养殖户一般在三四月投苗,等到十一月养成后卖鱼。而现在,养殖户3月份就能直接买大苗养在自家鱼塘,7月长成卖出一批,此时再“补栏”一批大苗,到了11月又能卖,一塘由此产两季,效益自然提升。天津微生物工厂化水产养殖流程工厂化养殖助力渔业现代化,推动产业高质量发展。

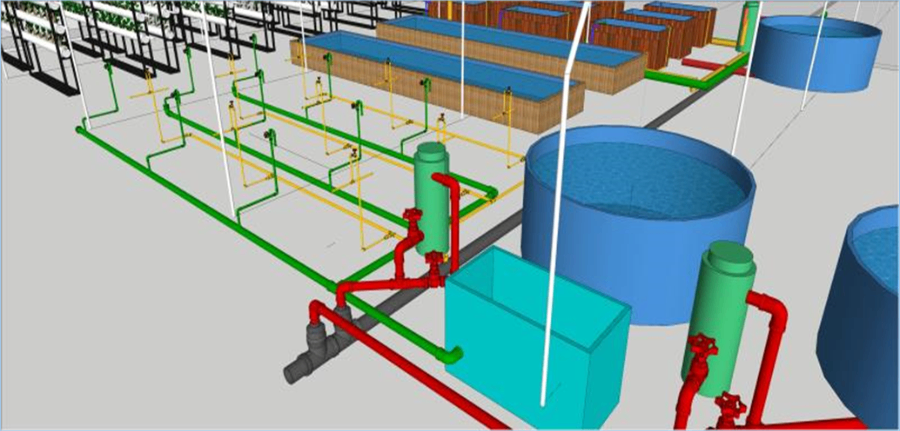
工厂化水产养殖基本类型:1、全封闭循环水养殖,适用于优良水资源非常少的地方。如污染严重的城市郊区、海水或淡水河流被严重污染地区、内陆没有海水的地方,可实行全封闭循环水养殖,这种养殖模式对外界环境的依赖性小,系统稳定运行后可持续赢利,但前期土建及设备投入较高。2、循环水水产育苗,水产育苗作为水产养殖环节的靠前环,水质的好坏直接关系到下游的整个产业链的成败。因此,尽一切可能提高孵化率、减少畸胎及死胎十分重要。而经过系统设备处理后,稳定的水质对于提高育苗的孵化率等起着至关重要的作用。
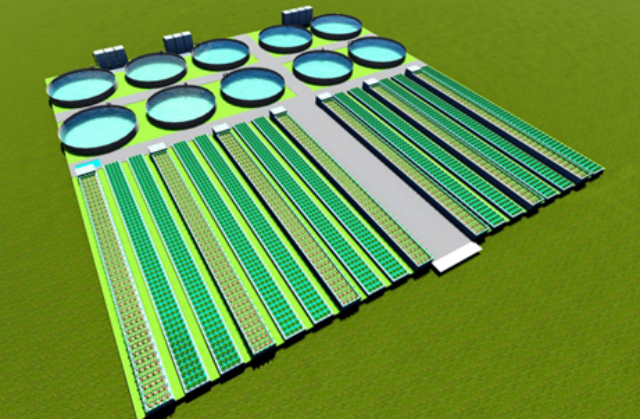
2019年,生态环境部、农业农村部等国家十部委联合发布《关于加快推进水产养殖业绿色发展的若干意见》,明确支持工厂化循环水养殖新技术、新装备发展。2023年,全国海水、淡水工厂化养殖产量分别达到44.46万吨、50.17万吨,较5年前增长74.13%、135.03%,增速明显。相比池塘养殖,工厂化循环水养殖具备节水省地、养殖环境可控、高度自动化、单产高和尾水集中处理等优点,可实现“全季节”“反地域”生产。该技术依赖产业政策支撑,需要优良水源作保障,装备制造、能源供应、养殖技术和市场环境等发展要素缺一不可,其中对养殖水质的长效调控至关重要。工厂化养殖要关注水产病害的防治研究,保障养殖安全。

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。高密度养殖模式下,如何确保水产品质量成为一大挑战。重庆智能工厂化水产养殖规划
通过工厂化养殖,可实现渔业与现代服务业的融合发展。云南专业工厂化水产养殖
虽然工厂化循环水养殖技术十分有发展前景,但在我国,这项技术的研究经历了三十多年的曲折与酝酿。20世纪80年代中期,彼时国内的循环水养殖以采购德国、丹麦等国的循环水设备,用于养殖罗非鱼、鳗鱼的工厂化养殖,由于设备和管理的认识不足,养殖效果并未起色。时至2007年,在中科院海洋研究所及众多科研院所推动下,以鲆鲽类工厂化循环水养殖等项目为表示,我国的工厂化循环水养殖走出一套可行方案。2013年前后,我国的工厂化循环水养殖系统产业进入发展“快车道”,从设备技术、养殖管理、渔场规划等领域均有突破,如研发出环流式固液分离装置、滚筒微粒过滤装置、泡沫分离过滤装置、生物滤池多孔排污装置、生物膜负荷挂膜技术等实用性水处理装备和水处理技术。这些设备和技术的诞生,规避传统水产养殖“靠天吃饭”的不稳定因素,更实现规模盈利的“微笑曲线”。云南专业工厂化水产养殖

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖要关注养殖废弃物的资源化利用,减少环境污染。...
- 云南大棚内工厂化水产养殖服务商 2024-12-27
- 湖北智能工厂化水产养殖系统 2024-12-27
- 深圳专业工厂化水产养殖方式 2024-12-27
- 辽宁智能工厂化水产养殖技术 2024-12-26
- 黑龙江智能工厂化水产养殖 2024-12-26
- 湖北微生物工厂化水产养殖方式 2024-12-26
- 深圳大型工厂化水产养殖服务商 2024-12-26
- 北京智能工厂化水产养殖鱼池 2024-12-25
- 河北智能工厂化水产养殖产值 2024-12-25
- 上海大型工厂化水产养殖池 2024-12-25


- 深圳循环水工厂化水产养殖服务商 2024-12-22
- 海南微生物工厂化水产养殖池 2024-12-20
- 上海工厂化水产养殖供应商 2024-12-20
- 湖北专业工厂化水产养殖物联网 2024-12-20
- 北京微生物工厂化水产养殖流程 2024-12-19
- 深圳陆基工厂化水产养殖规划 2024-12-18




- 河南大型工厂化水产养殖产值 12-28
- 黑龙江数字化智慧农业产业服务平台管理 12-28
- 吉林智慧农业产业服务平台供应商 12-28
- 辽宁智能化菌菇方舱定制厂家 12-28
- 重庆绿色化智慧农业产业服务平台技术 12-27
- 云南移动式菌菇方舱定制厂家 12-27
- 云南大棚内工厂化水产养殖服务商 12-27
- 江苏数字智慧农业产业服务平台厂商 12-27
- 湖北智能工厂化水产养殖系统 12-27
- 河南低碳鱼菜共生系统设计 12-27