- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
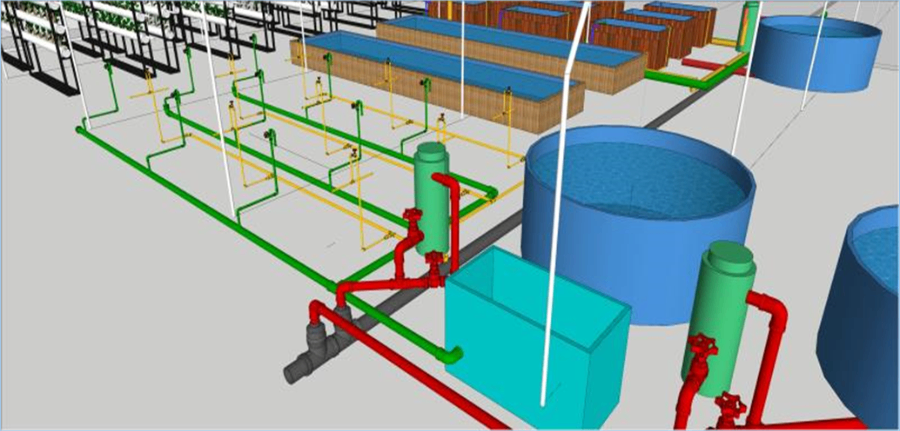
建议采用“双系统双管道”的供氧系统,“液氧”+“爆气系统”双保险。养殖水体保持循环流动,在沉淀池沉淀大颗粒杂质,24小时循环次数,根据养殖密度和阶段确定。再通过全自动转鼓过滤器,进行微米级过滤,分类出水中大于滤网孔径的固体颗粒和悬浮物。经过全自动转鼓过滤器的水体流入MBBR生化池内,生化池中填满大量的生物媒介球,同时投放组合生物菌群,附着在池内的生物媒介球中,在生化池底部排有曝气管道,对整个生化池进行曝气增氧,使含有生物菌的媒介球不停翻滚,与水体充分接触,生物菌会分解水体中的氨氮、亚硝酸盐及沉淀物等。工厂化养殖模式有利于提高水产养殖业的智能化水平。贵州循环水工厂化水产养殖规划

国内外循环水养殖技术得到进一步发展,工艺设备不断优化,逐步采用了纳米材料技术、生物膜快速培养技术、厌氧反硝化技术、自动投饵和自动化控制技术等现代化科学技术成果。我国渔业科技工作者坚持自主研发中国的特色的工厂化循环水养殖工艺模式。通过不断对工艺设备更新换代和配套集成,进一步提高了自动化程度和集约化程度,强化了生物安保和动物福利,养殖水循环利用率达到95%以上,循环水养殖配合生态综合尾水净化技术,实现了无废物生产和“零排放”。贵州循环水工厂化水产养殖规划工厂化养殖有利于提高水产养殖业的整体竞争力。

当然,目前我国的在循环水设备上仍与国际头部技术企业存在差距,在循环水技术的运行工艺与养殖管理未有统一的标准,设备与养殖品种的基础性研究仍需加强。毕竟工厂化循环水系统并不是多功能的养殖模式,一座成功的工厂化循环水养殖场案例,三分之一依靠设备技术,三分之一依靠运营管理,三分之一依靠市场行情。而这,正是对每位循环水技术从业者的鞭策,不断丰富自己的知识储备,在服务每一位养殖户的同时,带动着中国水产科技向世界顶端冲击。
当前,示范园所面临的较大挑战就是高能耗,尤其到了冬天,这么大空间,加温成本较高,要把水温保持在20摄氏度以上,这需要大量生物质燃料和电能,同时还得配套一系列控温设备。对此,示范园同样有“扬长避短”之举,探索出了冬天“育大苗”模式,从而延伸出鱼苗“托管服务”,与周边养殖户形成紧密合作。简而言之,前面三季正常养鱼,到了冬季,只保留小部分养殖池运转,用于“养苗”,待气温升高,重新复产,此时大苗便可转移“搬家”。冬育春放,夏养秋捞,相互衔接,各尽其用,唱响“四季歌”。发展特色养殖品种,提高市场竞争力。

工厂化循环水养殖模式通过减少废水排放,大幅降低了对周围环境的污染。在传统养殖中,废水通常直接排放到自然水体中,造成水污染和生态破坏。而循环水养殖系统则采用先进的水处理技术,将废水中的有害物质去除,并重新利用。通过集约化管理和精确控制养殖条件,该系统能够提高饲料转化效率,减少饲料浪费,从而进一步降低环境负担。同时,优化的养殖条件也有助于提高鱼类的生长速度和产量,实现更高的经济效益。此外,反季节销售也为消费者提供了更多选择,进一步提升了市场竞争力。建立健全养殖废弃物处理体系,实现养殖业的绿色转型。山西微生物工厂化水产养殖鱼池
工厂化养殖可减少养殖过程中的疾病传播,提高水产品安全性。贵州循环水工厂化水产养殖规划
工厂化水产养殖的养殖种类:工厂化水产养殖一般适用于淡水鱼、海水鱼、虾、蟹等水产养殖,其中常见的养殖品种包括:1. 鲤鱼养殖。鲤鱼养殖是工厂化水产养殖中比较常见的一种,主要适用于淡水区域,产出的鲤鱼肉质细嫩,口感鲜美。2. 虾养殖。虾养殖是工厂化水产养殖中的另一种常见方式,其中黄鳝虾、光明虾、白对虾等品种被普遍养殖,品质优良。3. 海水鱼养殖。工厂化水产养殖中的海水鱼养殖一般适用于对盐度、光照等条件要求较高的品种,如珍珠鲈、鲷鱼等。贵州循环水工厂化水产养殖规划

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖要关注养殖废弃物的资源化利用,减少环境污染。...
- 云南大棚内工厂化水产养殖服务商 2024-12-27
- 湖北智能工厂化水产养殖系统 2024-12-27
- 深圳专业工厂化水产养殖方式 2024-12-27
- 辽宁智能工厂化水产养殖技术 2024-12-26
- 黑龙江智能工厂化水产养殖 2024-12-26
- 湖北微生物工厂化水产养殖方式 2024-12-26
- 深圳大型工厂化水产养殖服务商 2024-12-26
- 北京智能工厂化水产养殖鱼池 2024-12-25
- 河北智能工厂化水产养殖产值 2024-12-25
- 上海大型工厂化水产养殖池 2024-12-25



- 深圳循环水工厂化水产养殖服务商 2024-12-22
- 海南微生物工厂化水产养殖池 2024-12-20
- 上海工厂化水产养殖供应商 2024-12-20
- 湖北专业工厂化水产养殖物联网 2024-12-20
- 北京微生物工厂化水产养殖流程 2024-12-19
- 深圳陆基工厂化水产养殖规划 2024-12-18




- 河南大型工厂化水产养殖产值 12-28
- 黑龙江数字化智慧农业产业服务平台管理 12-28
- 吉林智慧农业产业服务平台供应商 12-28
- 辽宁智能化菌菇方舱定制厂家 12-28
- 重庆绿色化智慧农业产业服务平台技术 12-27
- 云南移动式菌菇方舱定制厂家 12-27
- 云南大棚内工厂化水产养殖服务商 12-27
- 江苏数字智慧农业产业服务平台厂商 12-27
- 湖北智能工厂化水产养殖系统 12-27
- 河南低碳鱼菜共生系统设计 12-27