- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
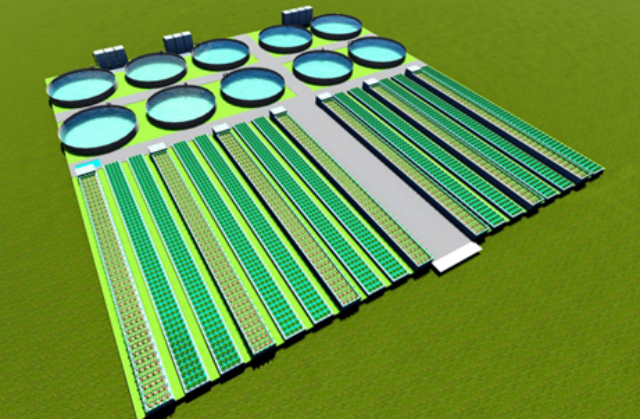
我国工厂化循环水养殖起步于20世纪80年代中期。1986年前后,国内企业从德国、丹麦等国家引进一批循环水养殖系统,主要从事淡水罗非鱼、鳗鱼的工厂化养殖。然而,工厂化循环水养殖投入高,其经济性受到了严重质疑,加上技术上的不成熟,工厂化循环水养殖的发展一度进入了低谷。1990年初,国内开始进行工厂化循环水养殖相关的科学与技术研究,从早期摸索,到工艺、技术、装备的逐步研发与配套集成,较终实现产业化运行,这个过程花费了30年。跨界融合,如“养殖+旅游”,为工厂化养殖开辟新路径。重庆循环水工厂化水产养殖规划

到了夏天,如果是外面池塘的话,受外面的气压影响、池塘水体溶氧会变低。而室内的工厂化养殖,增氧系统是自动化的,保持鱼池内有较高的溶氧。所以,工厂化养殖一般每年出鱼的批次要比池塘的多,原因就在于,工厂化养殖能很好的控制温度和水质,不受外界自然环境的影响和制约。此外,在投喂饲料方面,工厂化养殖每天早晚两次投喂膨化饲料,相对来说浪费比较少。实现精确化养殖后,在养殖管理上,还能有效隔离病害,控制病源的侵入,降低鱼苗的发病率。河北大棚内工厂化水产养殖产值养殖业与信息化技术结合,提高生产管理效率。

工厂化循环水系统养殖:1.亚硝酸盐是水体中氨氮的产物之一。当养殖池中的亚硝酸盐含量超过0.1mg/L时,亚硝酸根离子就会通过养殖水体进入鱼的血液,与血液中的血红蛋白发生反应,生成不能携带氧气的高铁血红蛋白,从而抑制血液的携氧能力,造成鱼的血液缺氧,形成亚硝酸盐中毒,导致鱼类死亡。2.pH值即液体酸碱度。一般而言,养殖池体中的pH值变化主要由溶于水的二氧化碳的量决定。当池体过酸或者过碱时,会使水体环境极度不稳定,让已经适应某一恒定环境的鱼类,因不能适应突然改变的水体环境,产生过激反应,进而使鱼类大量死亡。
内陆推广的一系列工厂化水产养殖系统(淡水),从一窝蜂的“池塘内循环”到“集装箱”再到“养殖桶”,血的教训不胜枚举。苗种方面,加州鲈育苗是成功的,小车间年纯收益过千万的已经实现。成鱼养殖,个别品种也能够在这些工厂化模式下盈利运行---但把它们放在外塘其实长的更好,管理也轻松,成本更低(反季节除外)。我自己的水产事业是从内陆网箱开始的。网箱养殖本质上就是“排除了水质问题的工厂化模式”,它是可以“规模化”、“可视化”、“精细化”平稳运行的。成功的关键不在“硬件”而在“以鱼为本”的“软件”。总之,工厂化养殖的问题本质上在于过分偏重“环境决定论”而严重忽视了应该“以鱼为本”的初衷。通过工厂化养殖,可实现渔业与现代服务业的融合发展。

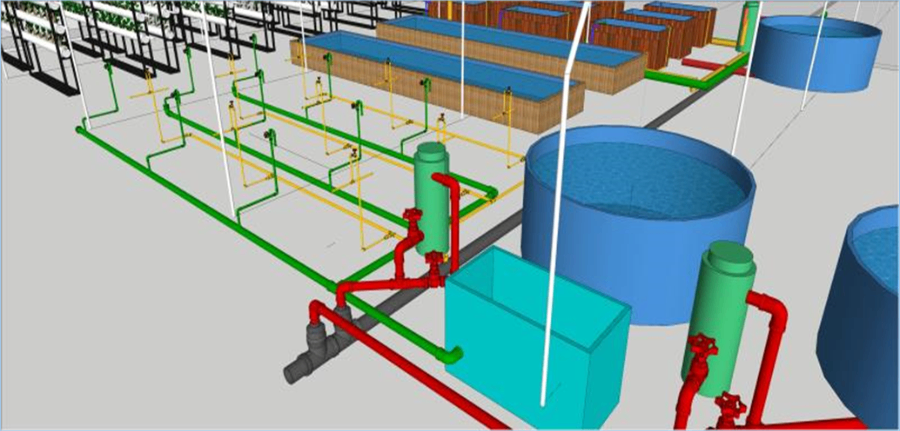
水质监测系统,水质在线监测系统是一套以在线自动分析仪器为主要,运用现代传感技术、自动测量技术、自动控制技术、计算机应用技术以及相关的专门使用分析软件和通信网络组成的一个综合性的在线自动监测体系,可尽早发现水质的异常变化,为防止下游水质污染迅速做出预警预报,及时追踪污染源,从而为管理决策服务。疫病防控系统,为了更好的预防、监测、控制和管理疾病而建立的一套整体管理流程。其中包括检测、处理和数据分析等规范化操作。智能数字监控系统,包括水下监控和管理监控,这些监控数据都可以通过现有的互联网技术头一时间上传到管理者的电脑或手机上,实现渔场管理的智能化。此外,还有恒温系统、增氧系统、自动投饵系统等,不同技术与设备的选择和应用需要根据实际情况进行综合考虑。养殖业的绿色发展,有利于保护生物多样性。工厂化水产养殖技术
发展特色养殖品种,提高市场竞争力。重庆循环水工厂化水产养殖规划
常见问题及应对措施:生长速度慢,首先,鉴于虾的进食速度慢且循环水处理系统效率高,在投喂时可关闭循环水系统和曝气系统以减少对虾苗的影响,并防止在虾苗未进食前饵料就被打碎排走。其次,控制好投喂量。循环水系统下养殖密度高,在不影响水质的情况下可以适当增加投喂量,以免抢食和吃死虾的情况发生;再次,转料问题。为提高饲料适口性,前两天投喂较好用苗场饲料,两天后掺杂自己的饲料进行转料,以保证总体状态与苗场状态的相似;较后,水体指标是否异常。定期检查水体水质指标并做出调整。应特别关注水中钙镁钾含量,防止出现脱壳困难等问题。循环水养殖系统的优势在于养殖中后期生化池优势菌种建立后会抑制常见有害菌的滋生,且通过紫外线和臭氧的杀菌作用,也可降低养殖过程中的发病率。但是,如果苗期就携带病毒,建议各个单元进行消毒排除,不然后期密度升高一旦发病很难控制。重庆循环水工厂化水产养殖规划
上海芾驰智能科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在上海市等地区的农业行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**上海芾驰智能科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖要关注养殖废弃物的资源化利用,减少环境污染。...
- 云南大棚内工厂化水产养殖服务商 2024-12-27
- 湖北智能工厂化水产养殖系统 2024-12-27
- 深圳专业工厂化水产养殖方式 2024-12-27
- 辽宁智能工厂化水产养殖技术 2024-12-26
- 黑龙江智能工厂化水产养殖 2024-12-26
- 湖北微生物工厂化水产养殖方式 2024-12-26
- 深圳大型工厂化水产养殖服务商 2024-12-26
- 北京智能工厂化水产养殖鱼池 2024-12-25
- 河北智能工厂化水产养殖产值 2024-12-25
- 上海大型工厂化水产养殖池 2024-12-25


- 深圳循环水工厂化水产养殖服务商 2024-12-22
- 海南微生物工厂化水产养殖池 2024-12-20
- 上海工厂化水产养殖供应商 2024-12-20
- 湖北专业工厂化水产养殖物联网 2024-12-20
- 北京微生物工厂化水产养殖流程 2024-12-19
- 深圳陆基工厂化水产养殖规划 2024-12-18




- 河南大型工厂化水产养殖产值 12-28
- 黑龙江数字化智慧农业产业服务平台管理 12-28
- 吉林智慧农业产业服务平台供应商 12-28
- 辽宁智能化菌菇方舱定制厂家 12-28
- 重庆绿色化智慧农业产业服务平台技术 12-27
- 云南移动式菌菇方舱定制厂家 12-27
- 云南大棚内工厂化水产养殖服务商 12-27
- 江苏数字智慧农业产业服务平台厂商 12-27
- 湖北智能工厂化水产养殖系统 12-27
- 河南低碳鱼菜共生系统设计 12-27