- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
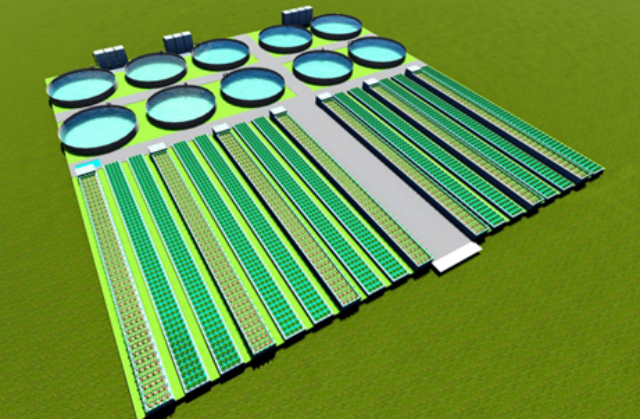
以下是工厂化循环水养殖的详细解读:一、工厂化循环水养殖的定义,工厂化循环水养殖是集水产养殖技术、现代工业和信息化技术于一体的高度集约化养殖模式。二、工厂化循环水养殖的优势:1.用水量少,节约用水资源;2.占地少,对土地资源的要求低;3.养殖密度高,充足的营养和生长环境,使得养殖密度远高于传统养殖方式;4.生长周期短,易于控制生长环境,养殖品种生长速度快、周期短;5.饲料利用率高;6.水循环使用,利用系数高;7.减少环境影响,排放的废水废物少,能集中处理,对环境无压力或很小;8.不受外界气候的影响,可实现常年生产。养殖业与物流业结合,提高产品运输效率。湖南专业工厂化水产养殖基地

“目前水产进入低毛利时代,从长远角度来看,工厂化养虾很有发展前景。”青岛海兴智能装备有限公司总经理杨涛表示,工厂化养虾模式具有可控性强、智能化程度高、人工成本低及可复制推广等特点,集中“智能化系统+少量养殖人员+专业人士”的精确养殖模式,有助于养殖品牌化及养虾绿色环保标准的建立,能够提升对虾产量,经济回报更稳定。在杨涛看来,虾价受到气候、病害、供求关系、进出口政策的综合影响。在各种利好消息刺激下,南美白对虾的价格依旧低迷,水产行业已进入低毛利时代。如何“降本增效”,成为行业的新需求。河北大型工厂化水产养殖鱼池工厂化养殖有助于提高渔业产业链的稳定性和抗风险能力。

水产工厂化养殖的现状,水产工厂化养殖又称为全闭环养殖模式,是将生产过程与生态环境分离的一种养殖方式。与传统的水产养殖相比,水产工厂化养殖具有以下优势:1. 水质管理更稳定。采用全封闭式养殖池或水体生态系统,水源自循环,能够更准确地调控水质。2. 养殖效率更高。采用水产科技管理技术,饲料利用率更高、水藻与浮游生物的竞争关系得到改善,从而实现养殖效益较大化。3. 食品安全更有保障。从养殖环节到加工流程都能更严格地控制,为水产产品提供更好的品质与口感保证。
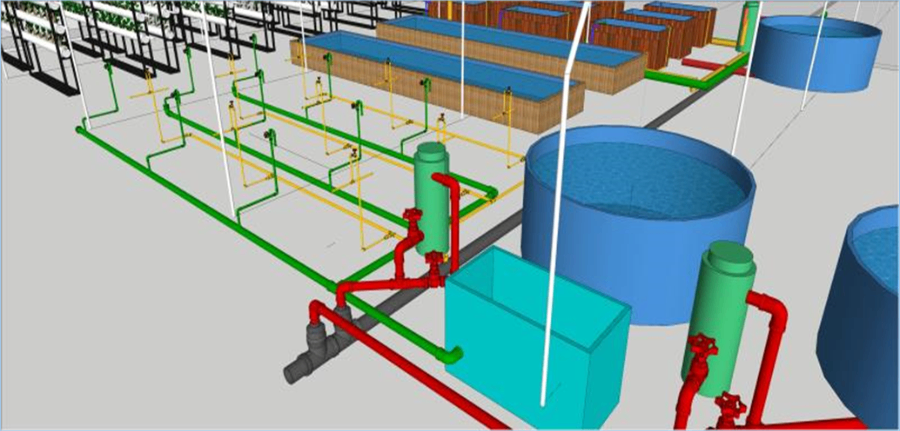
虽然工厂化循环水养殖技术十分有发展前景,但在我国,这项技术的研究经历了三十多年的曲折与酝酿。20世纪80年代中期,彼时国内的循环水养殖以采购德国、丹麦等国的循环水设备,用于养殖罗非鱼、鳗鱼的工厂化养殖,由于设备和管理的认识不足,养殖效果并未起色。时至2007年,在中科院海洋研究所及众多科研院所推动下,以鲆鲽类工厂化循环水养殖等项目为表示,我国的工厂化循环水养殖走出一套可行方案。2013年前后,我国的工厂化循环水养殖系统产业进入发展“快车道”,从设备技术、养殖管理、渔场规划等领域均有突破,如研发出环流式固液分离装置、滚筒微粒过滤装置、泡沫分离过滤装置、生物滤池多孔排污装置、生物膜负荷挂膜技术等实用性水处理装备和水处理技术。这些设备和技术的诞生,规避传统水产养殖“靠天吃饭”的不稳定因素,更实现规模盈利的“微笑曲线”。工厂化养殖要注重人才培养,提高养殖技术水平。

工厂化循环水系统养殖:1.亚硝酸盐是水体中氨氮的产物之一。当养殖池中的亚硝酸盐含量超过0.1mg/L时,亚硝酸根离子就会通过养殖水体进入鱼的血液,与血液中的血红蛋白发生反应,生成不能携带氧气的高铁血红蛋白,从而抑制血液的携氧能力,造成鱼的血液缺氧,形成亚硝酸盐中毒,导致鱼类死亡。2.pH值即液体酸碱度。一般而言,养殖池体中的pH值变化主要由溶于水的二氧化碳的量决定。当池体过酸或者过碱时,会使水体环境极度不稳定,让已经适应某一恒定环境的鱼类,因不能适应突然改变的水体环境,产生过激反应,进而使鱼类大量死亡。创新融资模式,降低工厂化养殖的门槛。广东专业工厂化水产养殖规划
创新养殖融资模式,降低企业运营成本。湖南专业工厂化水产养殖基地
病害因素,传统水产养殖存在着大量的病害侵扰。特别是区域性的网箱养殖。当一片水域被偶尔死亡的病鱼污染后,整片海域的水产养殖都面临着巨大的风险。另外南美白对虾养殖业近年来一直受EMS的困扰而始终无法走出泥潭。随着养殖规模的扩大、养殖种苗的退化、致病生物的基因多样化。传统水产养殖业在防治病害方面的问题日渐突出。而大量用药的结果不仅导致致病病毒基因突变更难应付,更会造成周边水环境的二次污染。更重要的时,在人们越来越重视食品安全的这里,高化学残留的水产品将会受到来自市场的强烈抵御。湖南专业工厂化水产养殖基地
上海芾驰智能科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在上海市等地区的农业行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**上海芾驰智能科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

掉苗,虾苗质量没问题,但是死亡率高有可能是以下几种原因造成的。首先,水质变化过快,虾苗不适应。说明调出来的水和苗场的水有一定差异,其中包含盐度、总硬度、总碱度、pH、矿物质等,建议苗场出具水质监测指标作为参考。或采取空池放苗,滴流补水的方式达到虾苗适应水质的目的;其次,操作速度过快。来苗入池后较好稳定两天,让其适应环境后再进行淡化或转料操作,建议放苗后前两天投喂苗场相同饲料,两天后再进行转料。如果死亡率超过10%,且每天都有掉苗的情况,极有可能是虾苗应激或中毒,其原因有水质与苗场差异过大、调水材料受到工业污染、设备头一次运转没有冲洗干净等。工厂化养殖要关注养殖废弃物的资源化利用,减少环境污染。...
- 云南大棚内工厂化水产养殖服务商 2024-12-27
- 湖北智能工厂化水产养殖系统 2024-12-27
- 深圳专业工厂化水产养殖方式 2024-12-27
- 辽宁智能工厂化水产养殖技术 2024-12-26
- 黑龙江智能工厂化水产养殖 2024-12-26
- 湖北微生物工厂化水产养殖方式 2024-12-26
- 深圳大型工厂化水产养殖服务商 2024-12-26
- 北京智能工厂化水产养殖鱼池 2024-12-25
- 河北智能工厂化水产养殖产值 2024-12-25
- 上海大型工厂化水产养殖池 2024-12-25



- 深圳循环水工厂化水产养殖服务商 2024-12-22
- 海南微生物工厂化水产养殖池 2024-12-20
- 上海工厂化水产养殖供应商 2024-12-20
- 湖北专业工厂化水产养殖物联网 2024-12-20
- 北京微生物工厂化水产养殖流程 2024-12-19
- 深圳陆基工厂化水产养殖规划 2024-12-18




- 河南大型工厂化水产养殖产值 12-28
- 黑龙江数字化智慧农业产业服务平台管理 12-28
- 吉林智慧农业产业服务平台供应商 12-28
- 辽宁智能化菌菇方舱定制厂家 12-28
- 重庆绿色化智慧农业产业服务平台技术 12-27
- 云南移动式菌菇方舱定制厂家 12-27
- 云南大棚内工厂化水产养殖服务商 12-27
- 江苏数字智慧农业产业服务平台厂商 12-27
- 湖北智能工厂化水产养殖系统 12-27
- 河南低碳鱼菜共生系统设计 12-27